HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 85
Advertising
85
Usinage sur le pourtour
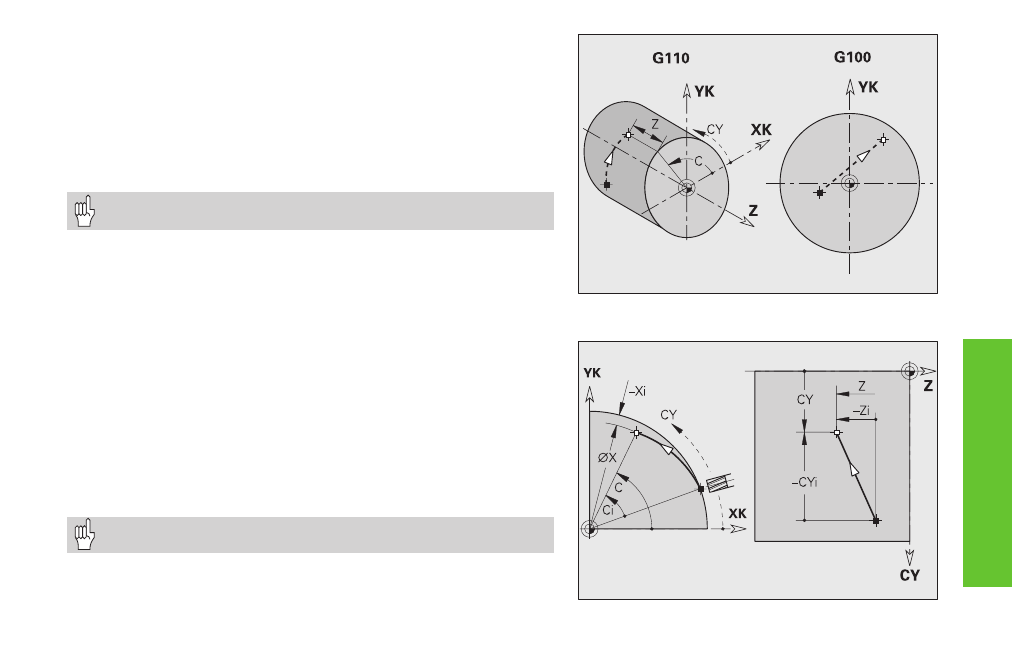
Avance rapide sur le pourtour G110
L'outil se déplace en rapide sur la trajectoire la plus courte jusqu'au
„point final“.
Paramètres
Z, C: Point final, angle final
CY:
Point final comme cote de segment (référence: développé du
pourtour avec diamètre de référence G120)
X:
Point final (cote de diamètre)
Programmez Z, C ou bien Z, CY.
Droite sur le pourtour G111
L'outil se déplace selon l'avance de travail en suivant une trajectoire
linéaire jusqu'au „point final“.
Paramètres
Z, C: Point final, angle final
CY:
Point final comme cote de segment (référence: développé du
pourtour avec diamètre de référence G120)
X:
Profondeur finale (cote de diamètre) – par défaut: position
effective en X
Programmez Z, C ou bien Z, CY.
Advertising