HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 81
81
Cycles de per
ç
age
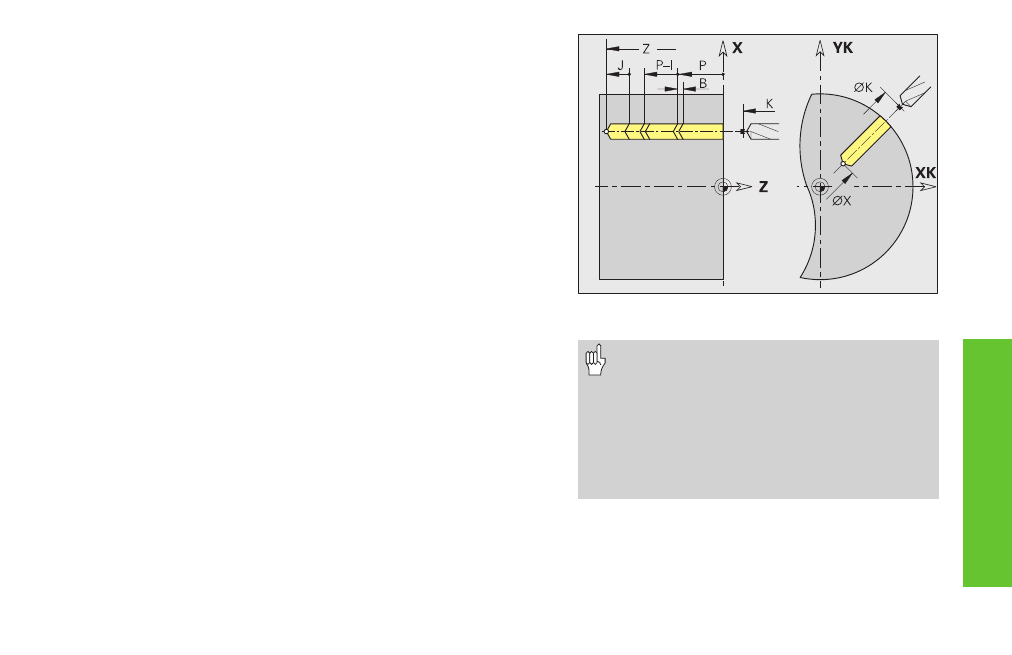
Cycle de perçage profond G74
G74 permet de créer des trous axiaux et radiaux à l'aide d'outils fixes ou
tournants. Le trou est exécuté en plusieurs étapes.
Le cycle est utilisé pour réaliser:
■
trou seul sans définition de contour
■
trou avec définition de contour (trou seul ou modèle de trous)
Paramètres
NS:
Numéro de séquence contour du trou (G49-, G300- ou G310-Géo)
– pas d'introduction: trou seul sans définition de contour
X, Z: Position, longueur – point final du trou pour trous axiaux,radiaux (X
cote de diamètre)
P:
1ère profondeur de perçage
I:
Valeur de réduction - par défaut: 0
B:
Distance retrait – par défaut: retrait au „point initial du trou“
J:
Profondeur min. perçage - par défaut: 1/10 de P
E:
Temporisation (pour casser les copeaux en fin de trou) –
par défaut: 0
V:
Réduction d'avance (50%) – par défaut: 0
■
V=0 ou 2: réduction d'avance au début
■
V=1 ou 3: réduction d'avance au début et à la fin
■
V=4: réduction d'avance à la fin
■
V=5: pas de réduction d'avance
Exception pour V=0 et V=1: pas de réduction d'avance lors du
centrage avec foret à plaquettes réversibles et forets hélicoïdaux
avec angle de perçage à 180°
D:
Vitesse de retrait et plongée à l'intérieur du trou – par défaut: 0
■
D=0: avance rapide
■
D=1: avance de travail
K:
Plan de retrait (trous radiaux: cote de diamètre) – pas
d'introduction: l'outil se déplace à la position initiale ou à la
distance de sécurité
• Trou seul sans définition de contour:
programmer alternativement „X ou Z“.
• Trou avec définition de contour: Ne pas
programmer „X, Z“.
• Modèle de trous: “NS“ indique le contour
du trou (et non la définition du modèle).
• Une „réduction d'avance à la fin“ n'a lieu
qu'à la dernière étape de perçage.