HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 65
65
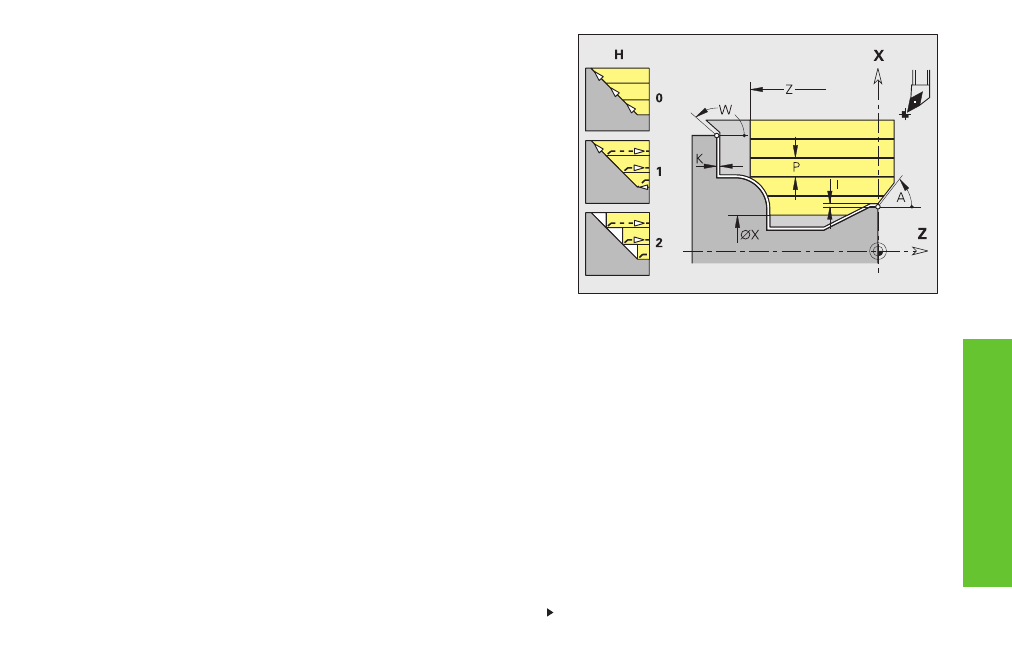
Ebauche transversale avec suivi du contour G810
Cy
cles de t
our
nag
e
avec suivi du contour
Ebauche longitudinale G810 / transversale G820
G810/G820 usine (ébauche) longitudinalement/transversalement la zone
de contour décrite par „NS, NE“.
Paramètres
NS, NE: Numéro de séquence de début, de fin (référence à la section de
contour)
P:
Plongée max.
I, K:
Surépaisseurs (I cote de diamètre) – par défaut: 0
E:
Comportement de plongée
n
E=0: ne pas usiner les contours en poussant
n
E>0: avance de plongée
n
pas d'introduction: réduction d'avance en fonction de l'angle de
plongée – 50% max.
X/Z:
Limitation de coupe (cote de diamètre X)
H:
Mode de sortie – par défaut: 0
n
H=0: usine après chaque coupe le long du contour
n
H=1: relève l'outil sous 45°; lissage du contour après la dernière
coupe
n
H=2: relève l'outil sous 45° – pas de lissage du contour
A:
Angle d'approche (référence: axe Z)
■
G810 – par défaut: 0°/180° (parallèlement à l'axe Z)
G820 – par défaut: 90°/270° (orthogonalement à l'axe Z)
W:
Angle de sortie (référence: axe Z)
n
G810 – par défaut: 90°/270° (orthogonalement à l'axe Z)
n
G820 – par défaut: 0°/180° (parallèlement à l'axe Z)
Q:
Type de dégagement en fin de cycle – par défaut: 0
n
Q=0: retour au point initial (G810: sens X puis sens Z); G820:
sens Z puis sens X)
n
Q=1: positionne l'outil devant le contour fini
n
Q=2: relève l'outil à la distance d'approche et arrête
Suite: cf. page suivante