HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 73
73
D
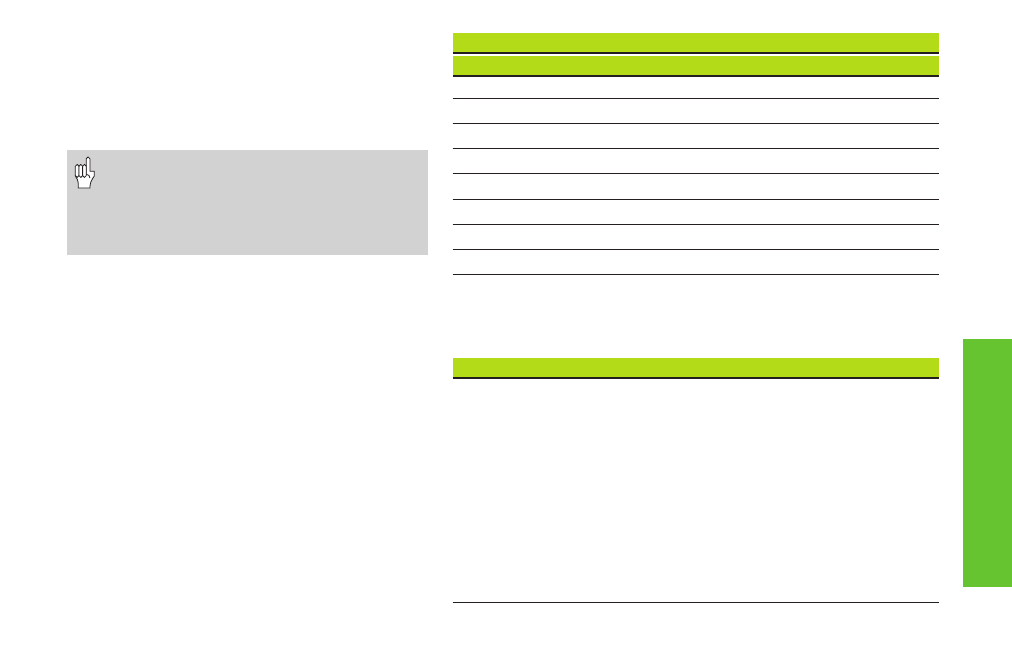
G22
G23
G23
G25
G25
G25
G25
Forme
(H0)
(H1)
U
E, F
G, H
K
0
–
–
–
–
–
–
–
1
–
–
•
–
•
•
•
2
–
–
•
–
–
–
–
3
–
–
–
–
•
•
•
4
–
–
•
–
–
•
•
5
–
–
•
–
•
•
–
6
–
–
•
–
•
–
–
7
•
•
•
•
•
•
•
„•“: occultation d‘éléments
Autres codes D pour occulter les dégagements/gorges:
Appel G
Fonction
Code D
G22
Joint d'étanchéité gorge
512
G22
Circlip gorge
1.024
G23 H0
Gorge générale
256
G23 H1
Tournage libre
2.048
G23 H4
Dégagement de forme U
32.768
G23 H5
Dégagement de forme E
65.536
G23 H6
Dégagement de forme F
131.072
G23 H7
Dégagement de forme G
262.144
G23 H8
Dégagement de forme H
524.288
G23 H9
Dégagement de forme K
1.048.576
Cy
cles de t
our
nag
e
avec suivi du contour
I, K: Point final abordé à la fin du cycle excepté avec
H=3 ou 4 (I cote de diamètre)
O:
Réduction d'avance par défaut: 0
■
O=0: réduction d'avance active
■
O=1: pas de réduction d'avance
Avec la finition restante (G890 Q4), la CNC
PILOT vérifie si l'outil peut s'introduire dans la
dépression du contour sans risque de collision.
Pour ce contrôle de collision, le paramètre
d'outil Largeur dn est déterminant.