HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 76
76
Cycles de filetage
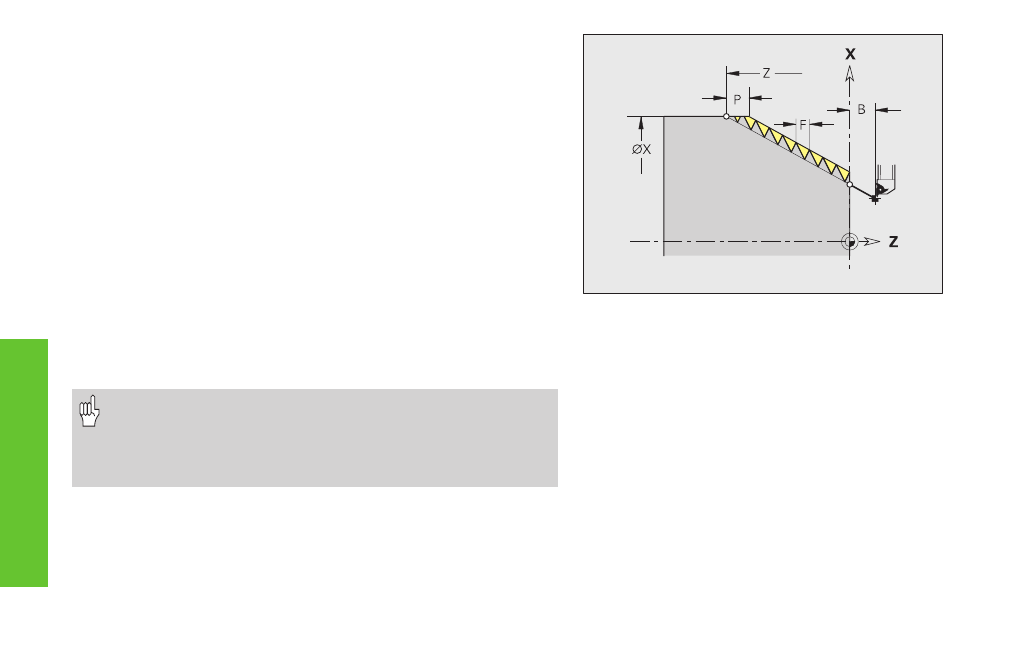
Filet à trajectoire unique G33
G33 réalise des filets, quels que soient leur sens et leur position (filets
longitudinaux, coniques ou transversaux; filets internes ou externes). Le
filet débute à la position de l'outil et finit à „X, Z“.
Paramètres
X, Z: Diamètre, longueur point final du filet (cote de diamètre X)
F:
Avance par tour (pas de vis)
B, P: Longueur d'approche, de dépassement – par défaut: 0 (cf. G33)
C:
Angle initial – par défaut: 0
Q:
Numéro de la broche
H:
Sens de référence pour pas de vis - par défaut: 0
■
H=0: avance sur l'axe Z (pour filet longitudinal et filet conique
jusqu'à +45°/–45° max. par rapport à l'axe Z
■
H=1: avance sur l'axe X (pour filet transversal et filet conique
jusqu'à +45°/–45° max. par rapport à l'axe X
■
H=2: avance sur l'axe Y
■
H=3: avance de travail
E:
Pas de vis variable (agrandit/réduit le pas de vis par tour de E) –
par défaut: 0
• „Arrêt avance“ agit à la fin d'une coupe de filetage.
• Le potentiomètre d'avance n'agit pas.
• Si la pré-commande n'est pas activée, ne pas utiliser le
potentiomètre de broche !
• Créer un filet avec G95 (avance par tour).
Calcul de l'„approche/la sortie du filet“
Le chariot a besoin d'une approche en amont du filet lui-même pour
accélérer jusqu'à l'avance programmée et d'une sortie (appelée
également „dépassement“) à la fin du filet pour freiner le chariot.
Calcul de la longueur d'approche:
BA > 0,75 * (F*S)² / a + 0,15
Calcul de la longueur de sortie:
BE > 0,75 * (F*S)² / e + 0,15
BA:
Longueur d'approche min.
BE:
Longueur de sortie min.
F:
Pas de vis en mm/tour
S:
Vitesse de rotation en tours/sec.
a, e:
Accélération en mm/s² (a = „accélération début
séquence“; e = „accélération fin séquence“
dans le paramètre-machine 1105 et les
suivants)