HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 80
80
Cycles de per
ç
age
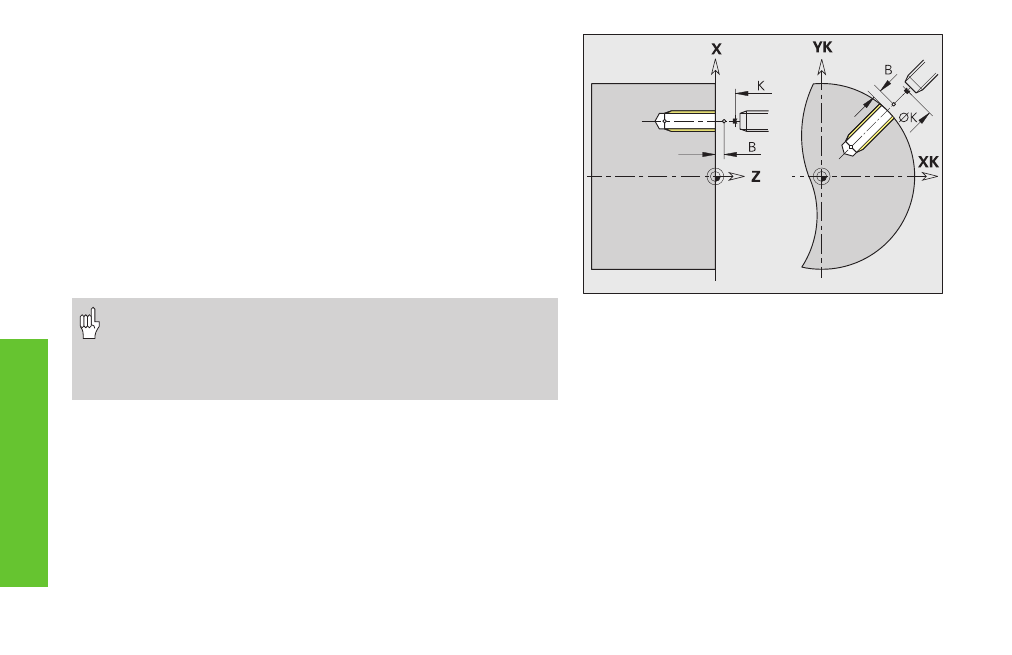
Cycle de taraudage G73
G73 permet de créer des filets axiaux et radiaux à l'aide d'outils fixes ou
tournants.
Paramètres
NS:
Numéro de séquence contour du trou (G49-, G300- ou G310-Géo)
B:
Longueur d'approche – par défaut: paramètre d'usinage 7
„longueur d'approche du filet [GAL]“
S:
Vitesse de rotation de retrait – par défaut: vitesse de rotation lors
du taraudage
K:
Plan de retrait (trous radiaux et trous dans le plan YZ: cote de
diamètre) – pas d'introduction: l'outil se déplace à la position
initiale ou à la distance de sécurité
J:
Longueur d'extraction en cas d'utilisation de pinces de serrage
avec mandrin de compensation – par défaut: 0
• Modèle de trous: „NS“ indique le contour du trou (et non la
définition du modèle).
• „Arrêt cycle“ agit à la fin d'une coupe de filetage.
• Le potentiomètre d'avance n'agit pas.
• Ne pas utiliser le potentiomètre de broche !