HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 47
47
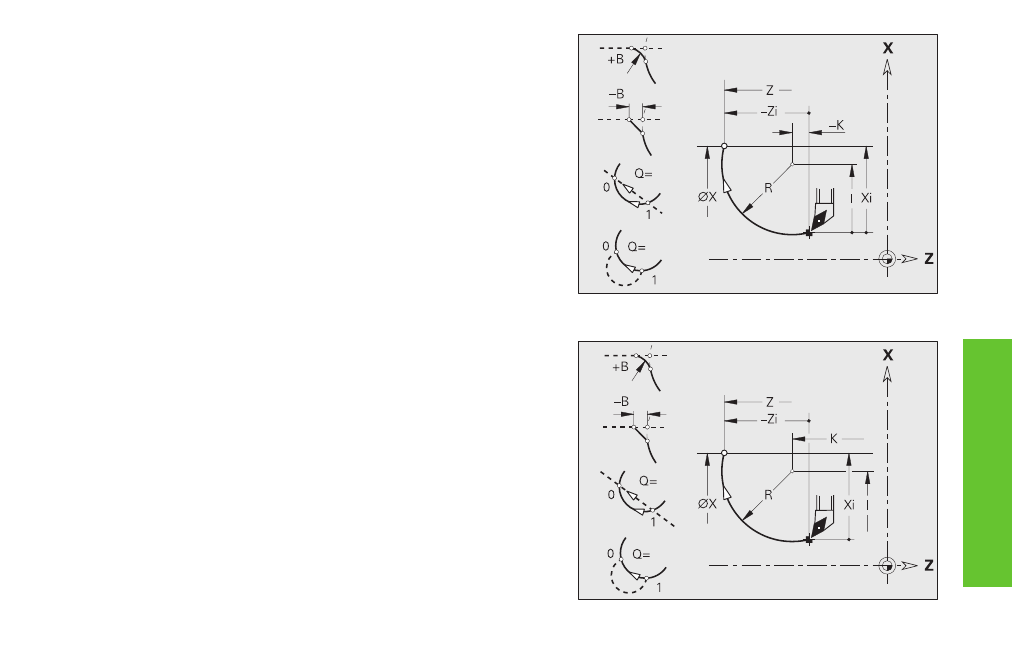
Arc de cercle
G2, G3 – cotation incrémentale du centre, G12, G13 – cotation
absolue du centre
L'outil se déplace selon l'avance de travail en suivant une trajectoire
circulaire jusqu'au „point final. Sens de rotation de G2, G3 ou G12, G13:
cf. figure d'aide.
L'avance spéciale est valable pour le chanfrein/l'arrondi.
Paramètres
X, Z: Diamètre, longueur point final (cote de diamètre X)
R:
Rayon (0 < R
200 000 mm)
Q:
Point d'intersection – par défaut: 0
■
Q=0: point d'intersection éloigné
■
Q=1: point d'intersection proche
B:
Chanfrein/arrondi
■
B aucune introduction: raccordement tangentiel
■
B=0: raccordement non tangentiel
■
B>0: rayon de l'arrondi
■
B<0: largeur du chanfrein
E:
Facteur d'avance spéciale (0 < E
1) – par défaut: 1
(avance spéciale = avance active * E)
pour G2, G3:
I, K:
Centre incrémental (distance point initial – centre;
I cote de rayon)
pour G12, G13:
I, K:
Centre absolu (I cote de rayon)
Exemple: arc de cercle G2
Exemple: arc de cercle G12
D
é
placements lin
é
air
es et
cir
culair
es simples