HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 58
58
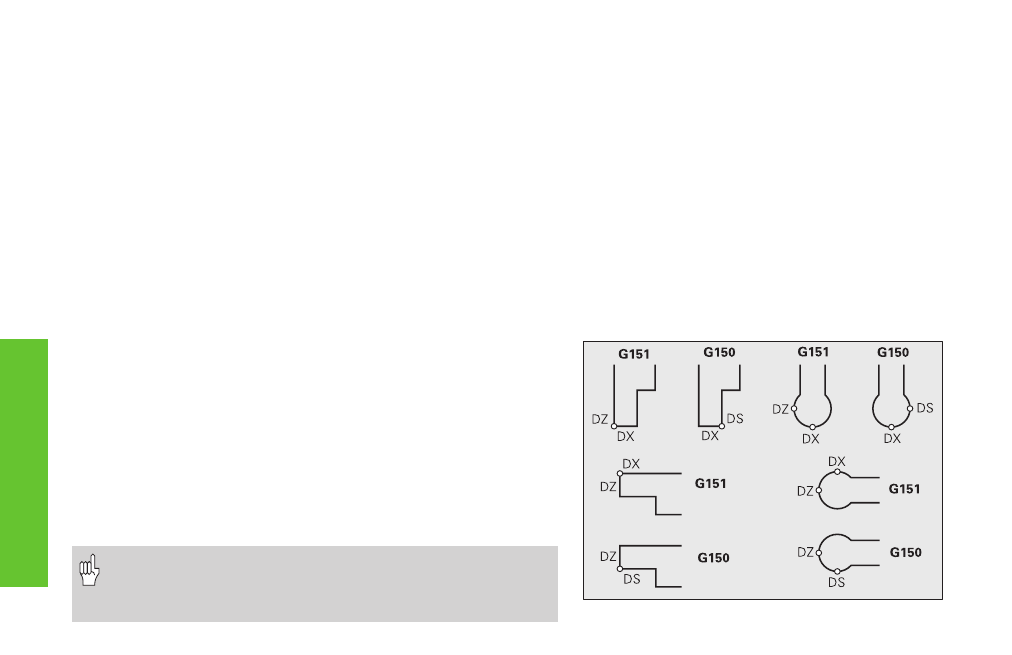
Conversion de la pointe d‘outil droite G150
Conversion de la pointe d‘outil gauche G151
G150/G151 définissent le point de référence de l'outil pour les outils
d'usinage de gorges ou les galets de tournage.
G150: Point de référence pointe droite de l'outil
G151: Point de référence pointe gauche de l'outil
G150/G151 devient active à partir de la séquence où elle a été
programmée. Elle reste active
■
jusqu'au changement d'outil suivant
■
jusqu'à la fin du programme.
• Les valeurs effectives affichées se réfèrent toujours à la
pointe de l'outil définie dans les données d'outils.
• N‘oubliez pas de changer le sens si vous travaillez avec la
CRD.
Outil,
cor
rections
Correction additive G149
La CNC PILOT gère 16 valeurs de correction indépendantes de l'outil. Une
fonction G149 suivie d'un numéro D active la correction additive
(exemple: G149 D901). G149 D900 désactive la correction additive.
Paramètre
D:
Correction additive par défaut: D900. Plage: 900..916
Remarques concernant la programmation
■
La correction doit être exécutée avant qu'elle
devienne active. C'est pourquoi vous devez
programmer G149 une séquence avant le
déplacement dans lequel la correction doit être
active.
■
Une correction additive reste active:
■
jusqu'au G149 D900 suivant
■
jusqu'au changement d'outil suivant
■
jusqu'à la fin du programme