HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 63
63
Cy
cles simples de t
our
nag
e
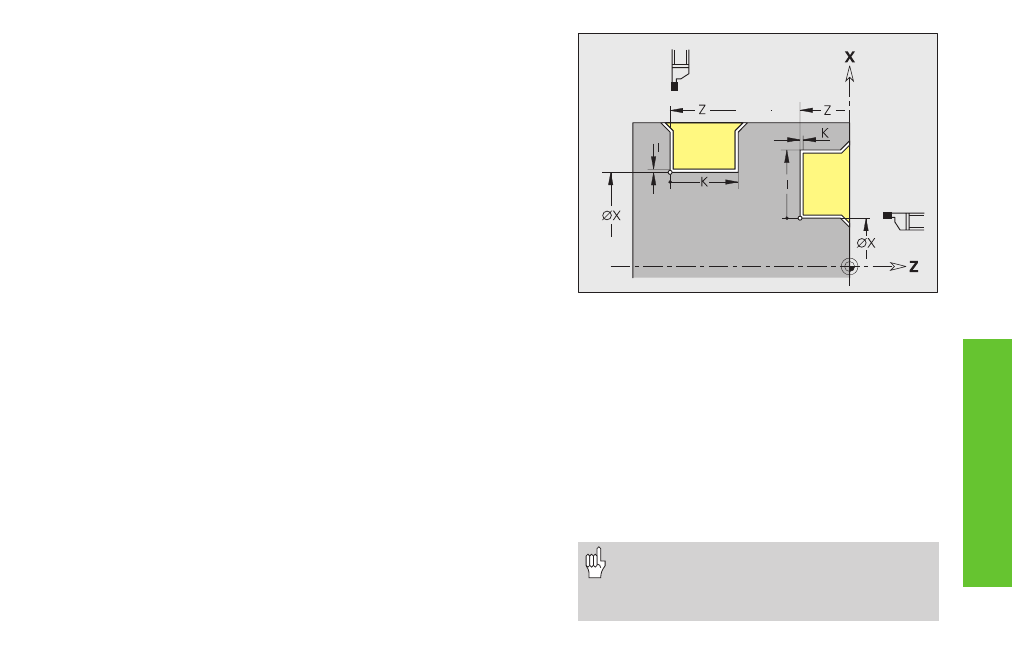
Gorge simple G86
G86 permet de créer des gorges simples radiales et axiales avec
chanfreins. La CNC PILOT calcule une gorge radiale/axiale ou interne/ex-
terne en utilisant la „position d'outil“.
Si vous programmez une surépaisseur, la commande réalise tout
d'abord un pré-perçage, puis la finition de la gorge.
G86 réalise les chanfreins sur les côtés de la gorge. Si vous ne voulez
pas de chanfreins, vous devez positionner l'outil suffisamment en avant
de la gorge. Calcul de la position initiale XS (cote de diamètre):
XS = XK + 2 * (1,3 – b)
XK: Diamètre du contour
b:
Largeur du chanfrein
Position d'outil en fin de cycle:
■
gorge radiale:
X – position initiale; Z – dernière position d'usinage
■
gorge axiale:
X – dernière position d'usinage; Z – position initiale
Paramètres
X, Z: Angle du fond (cote de diamètre X)
Gorge radiale:
I:
Surépaisseur
■
I>0: surépaisseur (pré-perçage et finition)
■
I=0: pas de finition
K:
Largeur de gorge – pas d'introduction: une seule passe (largeur de
la gorge = largeur de l'outil)
Gorge axiale:
I:
Largeur de gorge – pas d'introduction: une
seule passe (largeur de la gorge = largeur de
l'outil).
K:
Surépaisseur
■
K>0: surépaisseur (pré-perçage et finition)
■
K=0: pas de finition
E
Temporisation (durée de rotation à vide de l'outil
pour casser les copeaux) – par défaut: durée
d'un tour
■
avec surépaisseur finition: finition seulement
■
sans surépaisseur de finition: à chaque gorge
• La correction du rayon de la dent ne sera
pas réalisée.
• Les surépaisseurs ne seront pas
compensées