HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 88
88
Fraisage
R:
Rayon de l'arc de cercle d'approche/de sortie – par défaut: 0
nÿ
R=0: élément de contour directement abordé; plongée au point
d'approche, au-dessus du plan de fraisage – puis plongée verticale
en profondeur
n
R>0: la fraise se déplace sur l'arc de cercle d'approche/de
sortie qui se raccorde par tangentement à l'élément de contour
nÿ
R<0 aux angles internes: la fraise se déplace sur l'arc de cercle
d'approche/de sortie qui se raccorde par tangentement à
l'élément de contour
nÿ
R<0 aux angles externes: longueur de l'élément linéaire
d'approche/de sortie; l'élément de contour est abordé/quitté par
tangentement
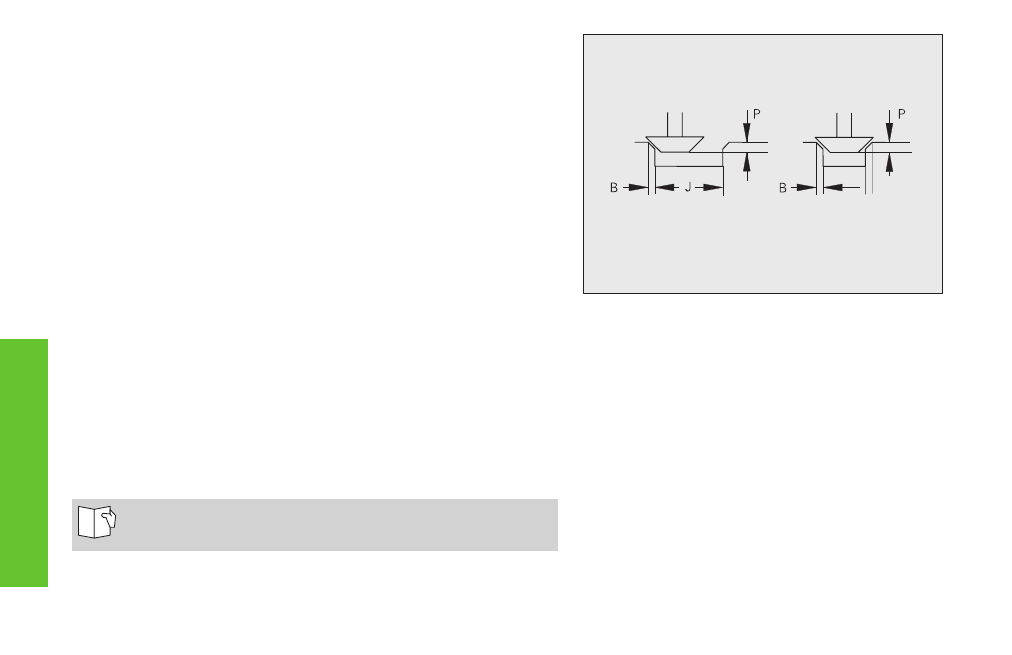
P:
Profondeur de fraisage
n
fraisage, finition – pas d'introduction: profondeur de fraisage de
la définition du contour
n
ébavurage: profondeur de plongée de l'outil
K:
Plan de retrait – pas d'introduction: l'outil retourne à la position
initiale
nÿ
face frontale ou face arrière: position de retrait dans le sens Z
n
pourtour: position de retrait dans le sens X (cote de diamètre)
B:
Largeur de chanfrein lors de l'ébavurage des arêtes supérieures
(signe sans signification)
J:
Diamètre de pré-usinage (diamètre de la fraise d'usinage)
n
nécessaire pour l'ébavurage de contours ouverts
n
inutile si le diamètre de l'outil d'ébavurage est égal au diamètre
de l'outil de fraisage
D, V: Début, fin numéro d'élément pour figures (uniquement si des
figures partielles doivent être usinées)
Numéros d'éléments pour figures: cf. „Manuel d'utilisation
CNC PILOT 4290“