2 ouvrir et introduire des programmes, Structure d'un programme cn en format din/iso, Ouvrir et introduire des programmes – HEIDENHAIN TNC 320 (77185x-01) ISO programming Manuel d'utilisation
Page 87: Ouvrir et introduire des programmes 3.2
Ouvrir et introduire des programmes
3.2
3
TNC 320 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
87
3.2
Ouvrir et introduire des programmes
Structure d'un programme CN en format DIN/ISO
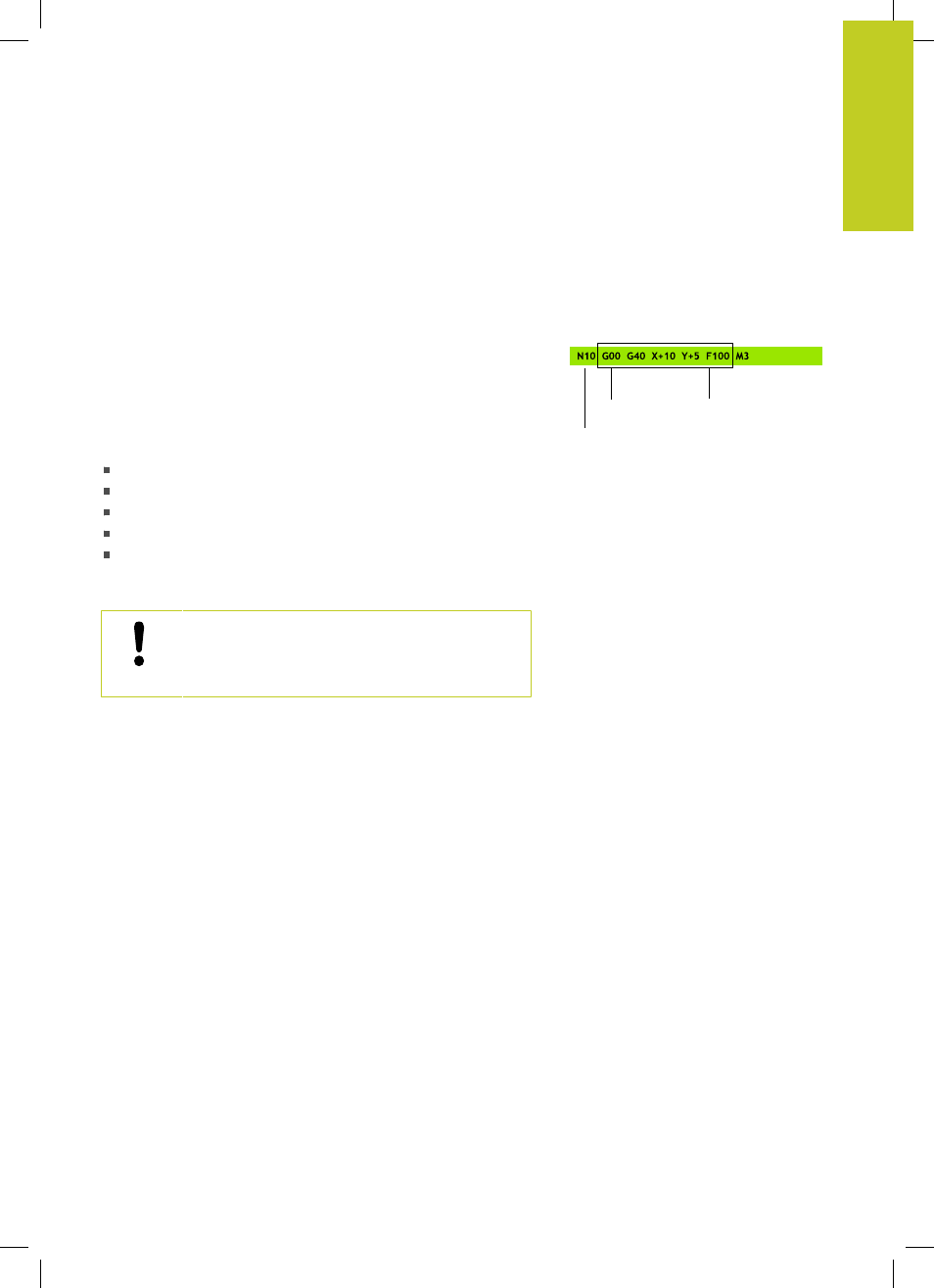
Un programme d’usinage est constitué d’une série de séquences
de programme. La figure de droite indique les éléments d’une
séquence.
La TNC numérote automatiquement les séquences d’un
programme d’usinage en fonction du paramètre machine
blockIncrement
(105409). Le paramètre machine
blockIncrement
(105409) définit l'incrément de numérotation des séquences.
La première séquence d'un programme comporte
%, le nom du
programme et l'unité de mesure utilisée.
Les séquences suivantes contiennent les informations sur :
la pièce brute
les appels d'outils
l'approche à une position de sécurité
les avances et vitesses de rotation
Mouvements de contournage, Cycles et autres fonctions
La dernière séquence d'un programme est caractérisée par
N99999999, le nom du programme et l'unité de mesure utilisée.
HEIDENHAIN recommande, après l'appel d'outil,
d'aller systématiquement à une position de sécurité
pour assurer un début d'usinage sans collision !
Block number
Path function
Words
Block
- TNC 122 User Manual
- ND 287 User Manual
- ND 287 User Manual
- ND 282
- ND 282
- ND 282 B
- ND 281 A
- ND 281 B v.1
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 231 v.2
- ND 231 v.2
- ND 231 B v.1
- ND 221 v.2
- ND 220 v.2
- ND 550 v.2
- NDP 560
- ND 523
- ND 570
- ND 760 v.1
- ND 750 v.2
- ND 760 v.1
- ND 760 v.3
- ND 760 v.3
- ND 760 v.3
- ND 770 v.1
- ND 770 v.1
- ND 770 v.3
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 54843x-02
- SW 68894x-02 DIN Programming
- SW 54843x-03
- SW 68894x-03 DIN Programming
- SW 68894x-02
- SW 68894x-03
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474) ISO programming
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-01) Pilot
- 530 (340 49x-07)
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming