Appr lct – HEIDENHAIN TNC 320 (77185x-01) ISO programming Manuel d'utilisation
Page 192
Programmation : programmer les contours
6.3
Aborder et quitter le contour
6
192
TNC 320 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
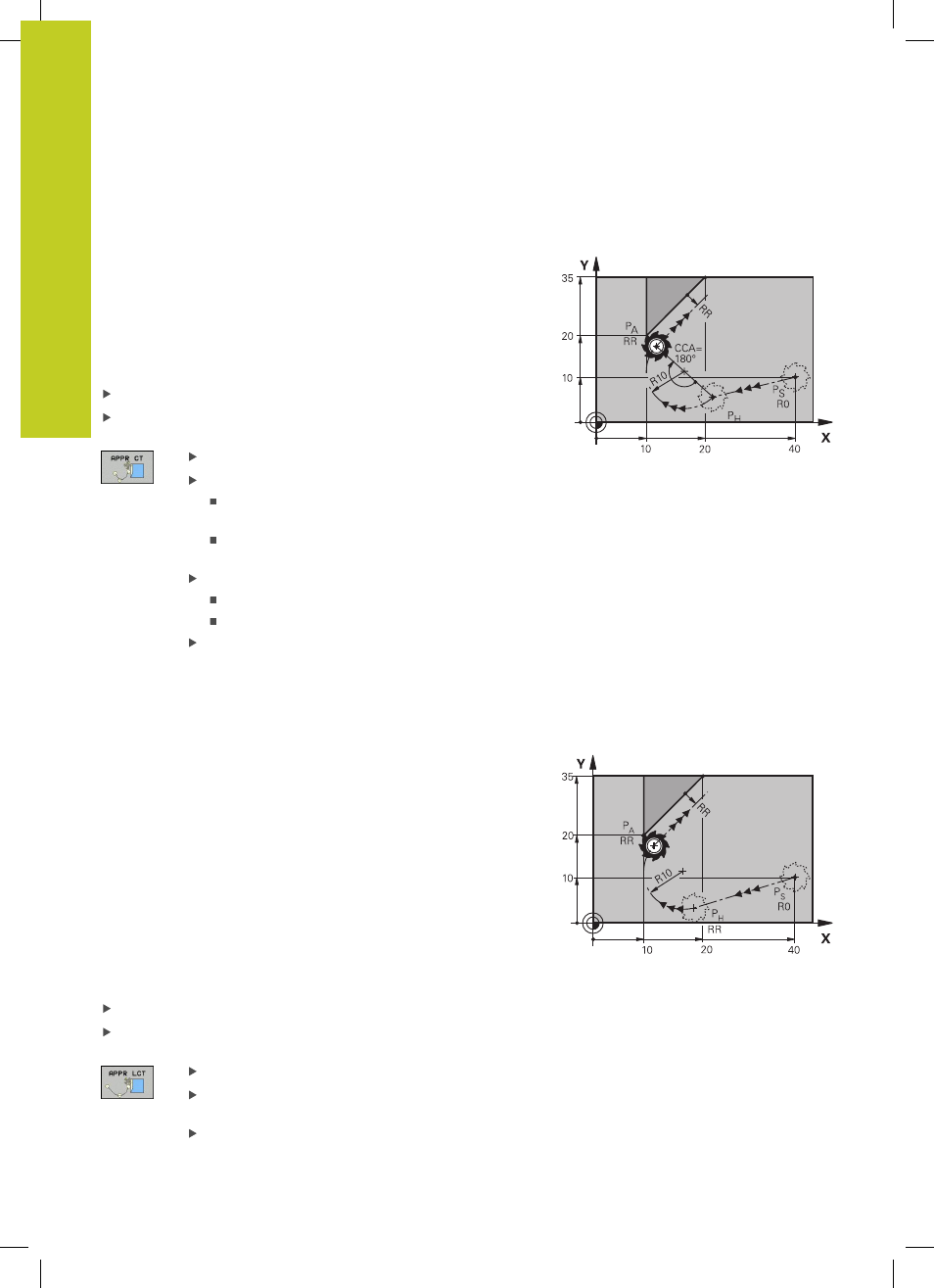
Approche par une trajectoire circulaire avec
raccordement tangentiel:
APPR CT
La TNC guide l'outil sur une droite allant du point initial P
S
jusqu'à
un point auxiliaire P
H
. En partant de là, le premier point du contour
PA est accosté avec une trajectoire circulaire tangente au premier
élément.
La trajectoire circulaire de P
H
à P
A
est définie par le rayon R et
l'angle au centre
CCA. Le sens de rotation de la trajectoire circulaire
dépend du sens d'usinage du premier élément.
Fonction de contournage au choix: Aborder le point initial P
S
Ouvrir le dialogue avec la touche
APPR/DEP et la softkey APPR
CT :
Coordonnées du premier point du contour P
A
Rayon R de la trajectoire circulaire
Approche du côté de la correction d'outil :
Entrer R toujours en positif.
Aborder à partir du côté de la pièce : Entrer R
toujours en négatif.
Angle au centre
CCA de la trajectoire circulaire
CCA doit toujours être positif.
Valeur d’introduction max. 360°
Correction de rayon
G41/G42 pour l'usinage
Approche par une trajectoire circulaire avec
raccordement tangentiel au contour et segment de
droite : APPR LCT
La TNC guide l'outil sur une droite allant du point initial P
S
jusqu'à
un point auxiliaire P
H
. De cette position, l'outil aborde le premier
point du contour P
A
sur une trajectoire circulaire. L'avance
programmée dans la séquence APPR est identique sur toute la
trajectoire de la séquence d'approche (trajet P
S
– P
A
).
Si vous avez programmé, dans la séquence d'approche, les trois
coordonnées des axes principaux X, Y et Z, la TNC effectue
un déplacement simultané sur les trois axes de la position
définie avant la séquence APPR au point auxiliaire PH, puis un
déplacement dans le plan d'usinage de P
H
à P
A
.
La trajectoire circulaire se raccorde tangentiellement à la droite P
S
– P
H
ainsi qu'au premier élément du contour. Ainsi elle est définie
clairement par le rayon R.
Fonction de contournage au choix: Aborder le point initial P
S
Ouvrir le dialogue avec la touche
APPR/DEP et la softkey APPR
LCT :
Coordonnées du premier point du contour P
A
Rayon R de la trajectoire circulaire Introduire R en
positif
Correction de rayon
G41/G42 pour l'usinage
- TNC 122 User Manual
- ND 287 User Manual
- ND 287 User Manual
- ND 282
- ND 282
- ND 282 B
- ND 281 A
- ND 281 B v.1
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 231 v.2
- ND 231 v.2
- ND 231 B v.1
- ND 221 v.2
- ND 220 v.2
- ND 550 v.2
- NDP 560
- ND 523
- ND 570
- ND 760 v.1
- ND 750 v.2
- ND 760 v.1
- ND 760 v.3
- ND 760 v.3
- ND 760 v.3
- ND 770 v.1
- ND 770 v.1
- ND 770 v.3
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 54843x-02
- SW 68894x-02 DIN Programming
- SW 54843x-03
- SW 68894x-03 DIN Programming
- SW 68894x-02
- SW 68894x-03
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474) ISO programming
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-01) Pilot
- 530 (340 49x-07)
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming