Coin comme point d'origine, Définition du point d'origine avec palpeur 3d 13.8 – HEIDENHAIN TNC 320 (77185x-01) ISO programming Manuel d'utilisation
Page 417
Définition du point d'origine avec palpeur 3D
13.8
13
TNC 320 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
417
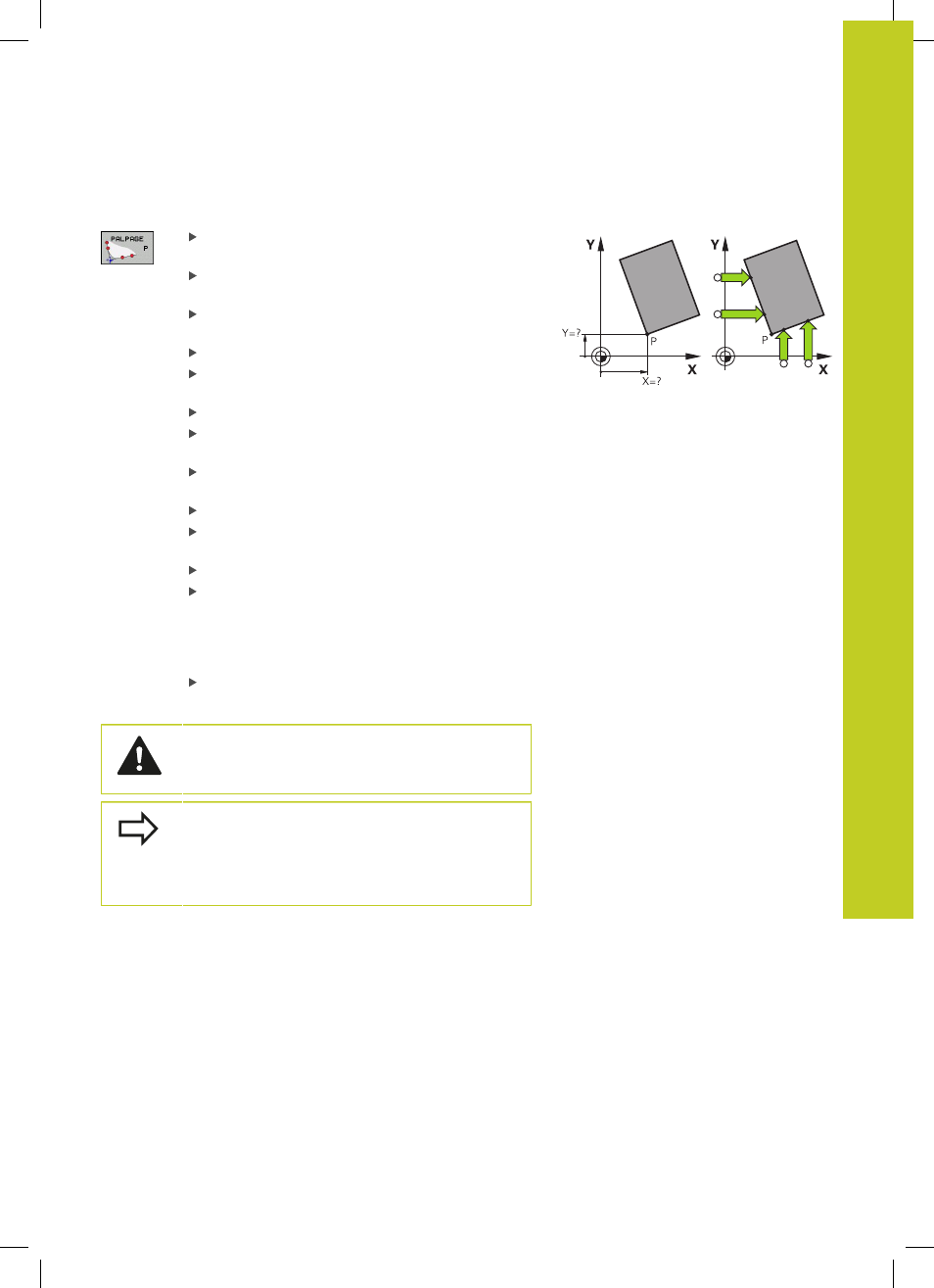
Coin comme point d'origine
Sélectionner une fonction de palpage : Appuyer
sur la softkey
PALPAGE P.
Positionner le palpeur à proximité du premier point
de palpage de la première arête de la pièce
Sélectionner le sens de palpage : Sélectionner par
softkey
Palper : Appuyer sur la touche START externe
Positionner le palpeur à proximité du deuxième
point de palpage de la même face
Palper : Appuyer sur la touche START externe
Positionner le palpeur à proximité du premier point
de palpage de la deuxième arête de la pièce
Sélectionner le sens de palpage : Sélectionner par
softkey
Palper : Appuyer sur la touche START externe
Positionner le palpeur à proximité du deuxième
point de palpage de la même face
Palper : Appuyer sur la touche START externe
Point de référence : Entrer les deux coordonnées
du point de référence dans la fenêtre de menu et
valider avec la softkey
initial. point de référence
ou voir "Inscrire les valeurs de mesure des cycles
palpeurs dans le tableau Preset", Page 407)
Quitter la fonction de palpage : Appuyer sur la
softkey FIN
HEIDENHAIN ne garantit le fonctionnement
correct des cycles de palpage qu'avec les palpeurs
HEIDENHAIN.
Vous pouvez aussi calculer le point d'intersection
de deux droites à partir de trous ou de tenons et
l'initialiser comme point d'origine. Pour chaque
droite, il est uniquement permis de palper avec deux
fonctions de palpage identiques (p. ex. deux trous).
Le cycle de palpage "Coin comme point d'origine" permet de
calculer les angles et le point d'intersection de deux droites. Outre
l'initialisation du point d'origine, ce cycle vous permet également
d'activer une rotation de base. A cet effet, la TNC propose deux
softkeys qui vous laissent libre de décider de la droite que vous
voulez utiliser. Avec la softkey
ROT 1, vous pouvez activer l'angle
de la première droite en tant que rotation de base, avec la softkey
ROT 2 l'angle de la seconde droite.
Si vous souhaitez activer la rotation de base dans le cycle, il faut
toujours le faire avant d'initialiser le point d'origine. Après avoir
initialisé le point d'origine et l'avoir inscrit dans le tableau de points
zéro ou le tableau Preset, les softkeys
ROT 1 et ROT 2 ne sont plus
affichées.
- TNC 122 User Manual
- ND 287 User Manual
- ND 287 User Manual
- ND 282
- ND 282
- ND 282 B
- ND 281 A
- ND 281 B v.1
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 221 B v.2
- ND 231 v.2
- ND 231 v.2
- ND 231 B v.1
- ND 221 v.2
- ND 220 v.2
- ND 550 v.2
- NDP 560
- ND 523
- ND 570
- ND 760 v.1
- ND 750 v.2
- ND 760 v.1
- ND 760 v.3
- ND 760 v.3
- ND 760 v.3
- ND 770 v.1
- ND 770 v.1
- ND 770 v.3
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 54843x-02
- SW 68894x-02 DIN Programming
- SW 54843x-03
- SW 68894x-03 DIN Programming
- SW 68894x-02
- SW 68894x-03
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474) ISO programming
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-01) Pilot
- 530 (340 49x-07)
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming