HEIDENHAIN MANUALplus 4110 Pilot Manuel d'utilisation
Page 83
83
Dégagement DIN509 E avec usinage du cylindre G851
Dégagement DIN509 F avec usinage du cylindre G852
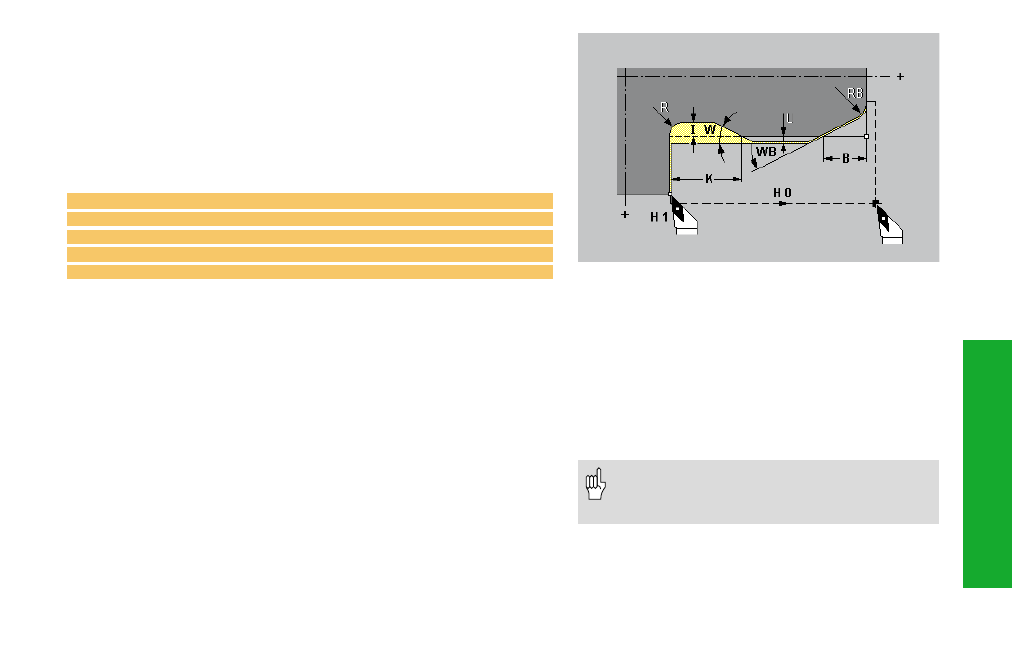
Dégagement DIN76 avec usinage du cylindre G853
G851/G852/G853 réalisent un dégagement, une attaque de cylindre,
et usinent le cylindre en avant ainsi que la surface transversale
suivante.
Signification des séquences CN suivant l'appel du cycle (ex. G851):
N.. G851 I.. K.. W...
/Appel cycle avec paramètres
N.. G0 X.. Z..
/Angle d'attaque cylindre
N.. G1 Z..
/Angle dégagement
N.. G1 X..
/Point final surface transv.
N.. G80
/Fin définition du contour
Paramètres
I:
• G851, G852: prof. dégagement – par défau: tableau standard
• G853: diamètre dégagement – par défaut: tableau standard
K:
Longueur du dégagement – par défaut: tableau standard
W:
Angle du dégagement – par défaut: tableau standard
R:
Rayon du dégagement – par défaut: tableau standard
P:
Profondeur transversale – par défaut: tableau standard
A:
Angle transversal – par défaut: tableau standard
B:
Long. attaque cylindre – par défaut: pas d'attaque du cylindre
RB:
Rayon d'attaque – par défaut: pas de rayon d'attaque
WB:
Angle d'attaque – par défaut: 45 °
E:
Avance réduite (pour l'usinage du dégagement) – par défaut:
avance active
H:
Mode de sortie – par défaut: 0
• H=0: l'outil retourne au point initial
• H=1: l'outil s'immobilise à la fin de la surface transversale
U:
Surépaisseur de finition (dans la zone du
cylindre) – par défaut: pas de surépaisseur
FP:
Pas de vis
P:
Surépaisseur (Si vous introduisez „P“, l'usi-
nage du dégagement est divisé en une
phase d'ébauche et une autre de finition. „P“
est alors pris en compte comme surépais-
seur longitudinale (toujours 0,1 mm.)
• Correction du rayon de la dent: sera
exécutée.
• Surépaisseurs: non prises en compte
Exemple G851
D
é
gagements