HEIDENHAIN MANUALplus 4110 Pilot Manuel d'utilisation
Page 62
62
Multipasses
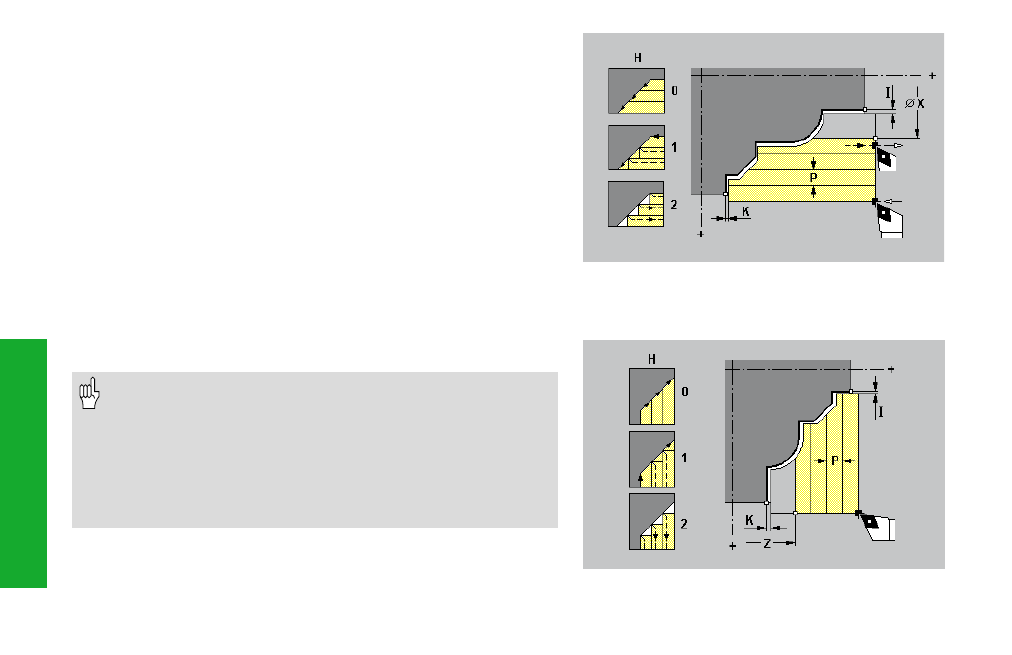
Ebauche longitudinale spéciale G817 / G818
Ebauche transversale spéciale G827 / G828
G817/G818 ou G827/G828 usine (ébauche), sans plongée, la zone de
contour décrite par la position actuelle de l'outil et dans les sé-
quences suivantes.
Position de l'outil à la fin du cycle:
• avec G817/G827: point initial et dernière coordonnée de retrait
• avec G818/G828: point initial du cycle
Paramètres
X/Z:
Limite de coupe (cote de diamètre X)
P:
Passe max.
H:
Mode de sortie – par défaut: 1
• 0: usine après chaque passe le long du contour
• 1: relève l'outil sous 45°; usine la dernière passe le long du
contour
• 2: relève l'outil sous 45° – aucune passe le long du contour
I, K:
Surépaisseurs – par défaut: 0
• Les contours en poussant ne sont pas usinés.
• Correction du rayon de la dent: sera exécutée.
• Surépaisseurs: Les surépaisseurs G57/G58 seront prises
en compte si I/K ne sont pas indiqués dans le cycle. Elles
seront effacées lorsque le cycle aura été exécuté.
• La distance de sécurité après une coupe est configurée
sous „Paramètres en cours – Usinage – Distances de
sécurité“.
Exemple: Ebauche longitudinale spéciale G817
Exemple: Ebauche transversale spéciale G828