HEIDENHAIN MANUALplus 4110 Pilot Manuel d'utilisation
Page 74
74
Cycles filetage
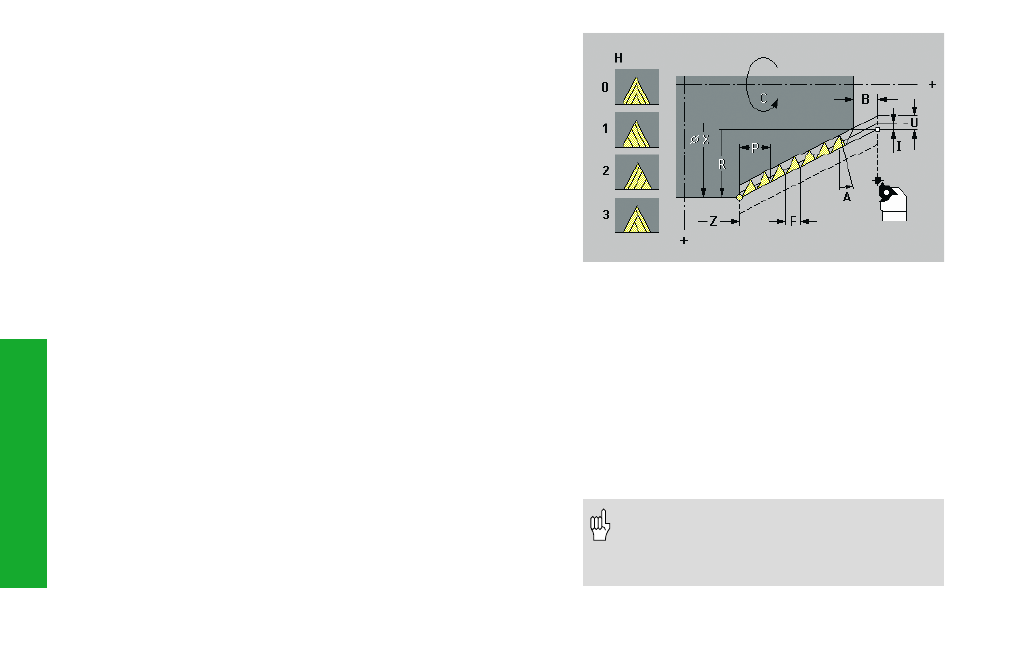
Cycle de filetage universel G31
(avec et sans définition du contour)
G31 réalise des filets, quel que soit leur sens et position. Plusieurs
filets peuvent être enchaînés. Si vous programmez „Point final du
filet“, celui-ci débute à la position de l'outil et finit sur „X, Z“. Si vous
n'introduisez pas „Point final du filet“, G31 attend dans les séquences
suivantes que vous définissiez les éléments de contour sur lesquels
le filet doit être usiné (définition du contour). Vous pouvez définir
jusqu'à 6 éléments de contour. Cette définition se termine par G80.
Les passes sont calculées avec „V=0 ou V=1“ à l'aide de U et I. Avec
„V=2 ou V=3“, les passes sont calculées à partir de la vitesse de
rotation et du „pas de vis F“.
Paramètres
X, Z:
Point final du filet (cote de diamètre X)
F:
Pas de vis
U:
Profondeur du filet
U > 0: filet interne
U<=0: filet externe sur face longitudinale, frontale ou arrière
I:
Plongée max.
R:
Différence rayons – par défaut: 0; on a: R=(X–XA)/2
XA= diamètre en début de filet
X= diamètre en fin de filet
B:
Longueur d'approche – par défaut: B=F*vitesse rotation/1000
P:
Longueur de dépassement – par défaut: P=F*vit. rotation/1000
A:
Angle de passe – par défaut: A=arctan(0,5*F/U);
plage: 0° < A < 60°
V:
Mode de plongée – par défaut: 0;
• V=0: section de coupe constante sur toutes les coupes
• V=1: passe constante
• V=2: avec répartition de passes restante –
Si U/I donne un „reste", celui-ci est valable
pour la 1ère passe. la „dernière coupe" est
répartie en 1/2, 1/4, 1/8 et 1/8ème de coupe.
• V=3: sans répartition de passes restante
H:
Mode de décalage – par défaut: 0
• H=0: sans décalage
• H=1: décalage de la gauche
• H=2: décalage de la droite
• H=3: décalage alternatif droite/gauche
Q:
Nombre de rotations à vide après la dernière
coupe – par défaut: 0
C:
Angle initial – par défaut: 0
• „Arrêt cycle“ agit à la fin d'une coupe de
filetage.
• Le potentiomètre est inactif pendant
l'exécution du cycle.