HEIDENHAIN MANUALplus 4110 Pilot Manuel d'utilisation
Page 64
64
Multipasses
Attention, risque de collision!
Après une coupe, l'outil retourne en diago-
nale afin de se positionner pour la coupe
suivante. S'il y a risque de collision, pro-
grammez une trajectoire supplémentaire en
avance rapide.
Cycle simple de répétition de contour G83
G83 exécute plusieurs fois les fonctions programmées dans les
séquences suivantes. Dans les séquences suivantes, vous pouvez
programmer des déplacements ou cycles simples sans définir de
contour. G80 termine le cycle d'usinage.
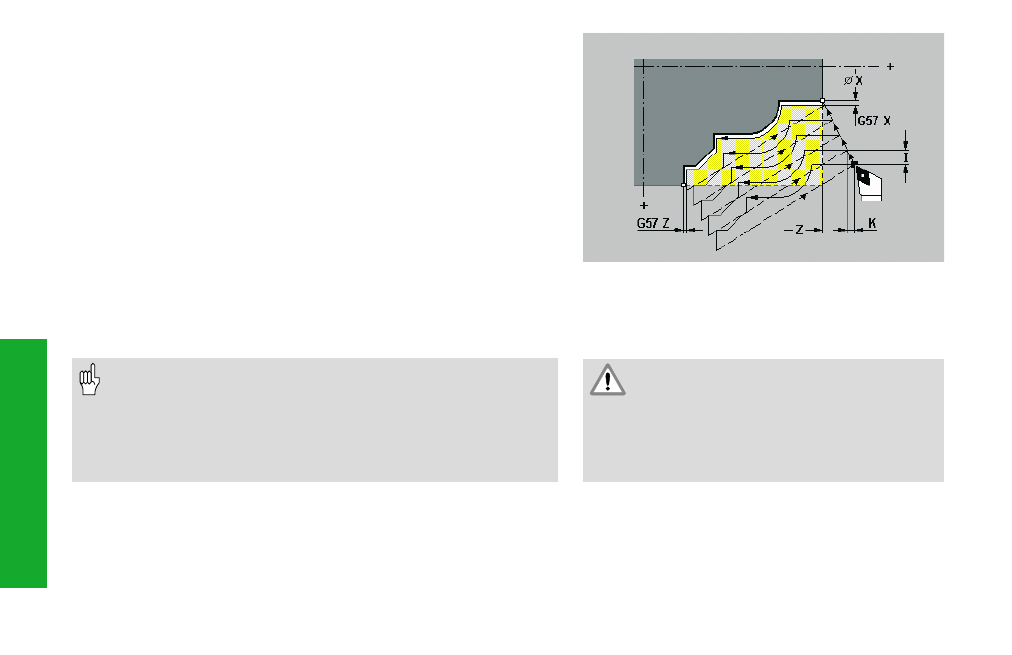
G83 débute l'usinage du cycle à partir de la position de l'outil. Avant
chaque passe, le cycle plonge de la valeur „I, K". Puis il exécute
l'usinage défini dans les séquences suivantes en prenant en compte
comme „surépaisseur“ la distance entre la position d'outil et le point
initial du contour. G83 répète cette procédure jusqu'à ce que le „point
initial“ soit atteint.
Position de l'outil à la fin du cycle: point initial du cycle.
G83 ne doit pas être imbriquée, ni par appel de sous-programmes.
Paramètres
X, Z:
Point initial (cote de diamètre X)
I/K:
Passe max. (introduire I, K sans le signe)
• Correction du rayon de la dent: ne sera pas exécutée. –
Vous pouvez programmer séparément la CRD avec G41/
G42 et la désactiver avec G40.
• Surépaisseurs: Les surépaisseurs G57 seront prises en
compte. G58 sera prise en compte si la CRD est active. Les
surépaisseurs restent actives après l'exécution du cycle.