HEIDENHAIN MANUALplus 4110 Pilot Manuel d'utilisation
Page 61
61
Multipasses
Exemple: Cycle d'ébauche longitudinale G81
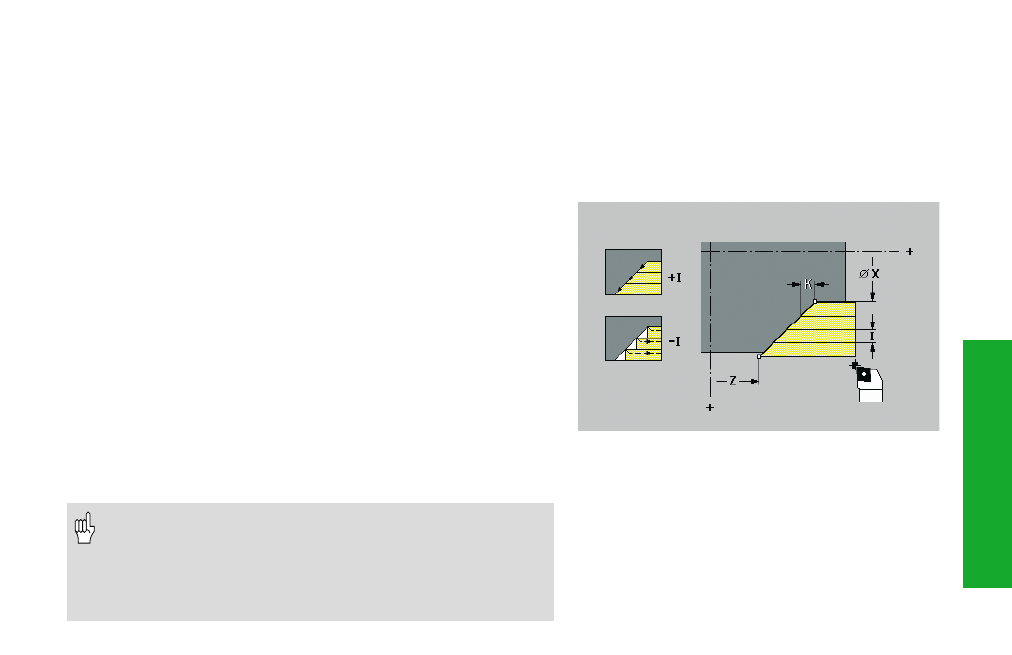
Cycle d'ébauche longitudinale G81
Cycle d'ébauche transversale G82
G81/G82 usine (ébauche) la zone de contour décrite par la position
effective de l'outil et par „X, Z“. Si vous désirez usiner un biseau,
définissez l'angle avec I et K.
Paramètres
X/Z:
Point initial/point final du contour (cote de diamètre X)
I/K:
Décalage/passe max.
• I/K>0: avec retrait du contour
• I/K<0: sans retrait du contour
Q:
Plongée fct G. – par défaut: 0
• 0: passe avec G0 (avance rapide)
• 1: passe avec G1 (avance d'usinage)
V:
Aborder le point de départ (mode dégagement) – par défaut: 0
• 0: retour au point initial du cycle/dernière coord. de retrait
• 1: retour au point initial du cycle en X et Z
• Correction du rayon de la dent: ne sera pas exécutée.
• Surépaisseurs: Les surépaisseurs G57 sont prises en
compte. Elles restent actives après l'exécution du cycle.
• Surépaisseurs sur contours int.: Programmez des surépais-
seurs négatives G57 (seulement avec „introduction libre“)
• La distance de sécurité est de 1mm après chaque passe.
Fin du cycle G80
G80 ferme la définition du contour après les cycles Multipasses,
d'usinage de gorges, de dégagements et de fraisage. Hormis G80, on
ne doit trouver aucune autre commande dans cette séquence.