HEIDENHAIN MANUALplus 4110 Pilot Manuel d'utilisation
Page 69
69
Gorges
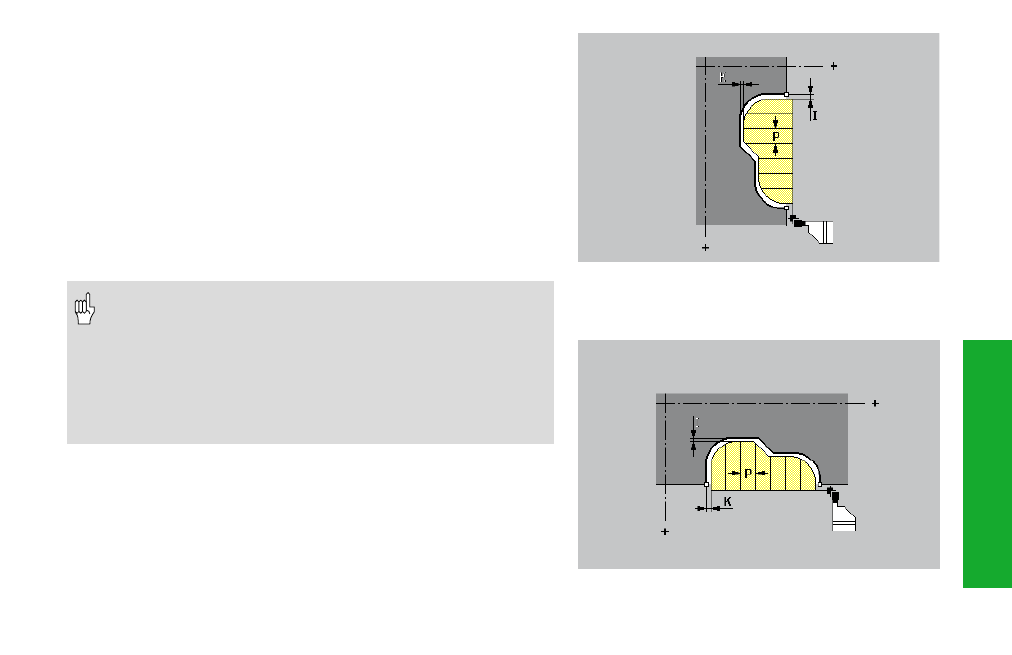
Gorges axiales spéciales G861
Gorges axiales spéciales G862
G861/G862 usine la zone de contour définie par la position de l'outil
et par la zone de contour décrite dans les séquences suivantes.
Position de l'outil à la fin du cycle: point de départ du cycle.
Paramètres
P:
Largeur de passe
I, K:
Surépaisseurs – par défaut: 0
Q:
Ebauche/finition
• Q=0: ébauche seulement
• Q=1: ébauche et finition
E:
Avance de finition – par défaut: avance active
• Calcul de la répartition des passes
• „Largeur passe P“ est indiquée: passes
P
• „Largeur passe P“ n'est pas indiquée: passes
0,8 *
largeur de la dent de l'outil
• Correction du rayon de la dent: sera exécutée.
• Surépaisseurs: Les surépaisseurs G57/G58 seront prises
en compte si I/K ne sont pas indiqués dans le cycle. Elles
seront effacées lorsque le cycle aura été exécuté.