HEIDENHAIN MANUALplus 4110 Pilot Manuel d'utilisation
Page 68
68
Gorges
Cycle simple d'usinage de gorges G86
G86 réalise des gorges simples radiales et axiales avec chanfreins. La
MANUALplus calcule la position de la gorge avec l'„orientation
d'outil“.
Une surépaisseur programmée est prise en compte lors de l'ébauche.
La finition est ensuite réalisée. La commande ne tient compte de la
„temporisation E“ que pour la finition.
G86 réalise des chanfreins sur les côtés de la gorge. Si vous ne voulez
pas de chanfrein, positionnez l'outil assez en avant de la gorge. Vous
pouvez calculer la position initiale de la manière suivante:
XS = XK + 2 * (1,3 – b)
XS: Position initiale (cote de diamètre)
XK: Diamètre du contour
b:
Largeur du chanfrein
Position de l'outil à la fin du cycle:
• gorge radiale:
X – position initiale; Z – dernière position usinage
• gorge axiale:
X – dernière position usinage; Z – position initiale
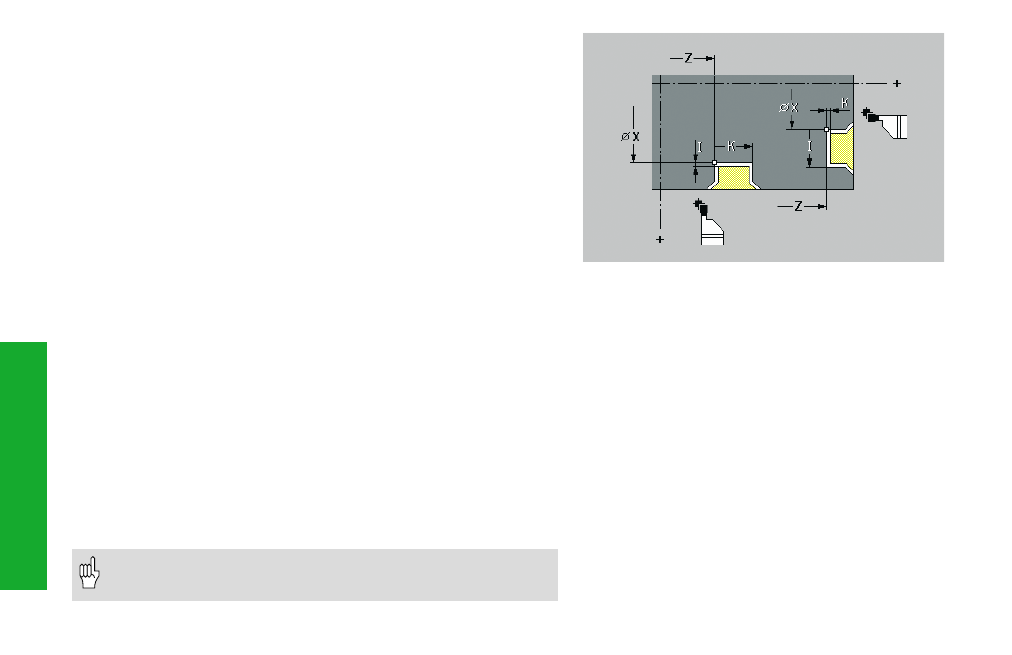
Paramètres
X, Z:
Angle de fond (cote de diamètre X)
I, K:
Surépaisseur/largeur de gorge
• gorge radiale: I = surépaisseur; K = largeur de gorge
• gorge axiale: I = largeur de gorge; K = surépaisseur
Si vous n'indiquez pas la „largeur de gorge“, la commande
n'effectue qu'une passe (largeur de la gorge = largeur d'outil).
E:
Temporisation (durée à vide de l'outil pour casser les copeaux)
– par défaut: durée sur un tour
• Correction du rayon de la dent: ne sera pas exécutée.
• Surépaisseurs: ne seront pas prises en compte