5 cont our nag es – coor données polair es – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 98
84
6 Programmation: Programmer les contours
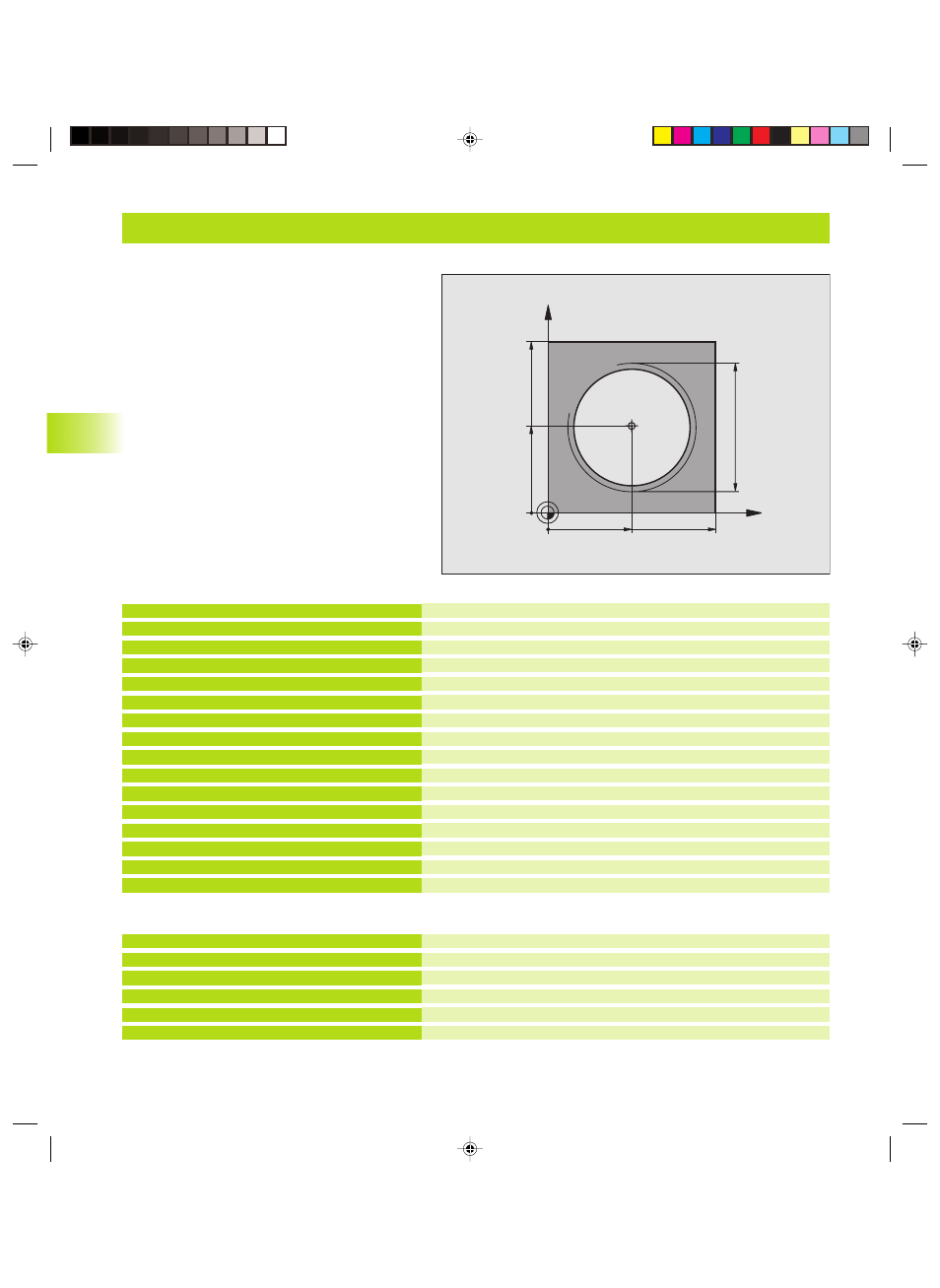
Exemple: Trajectoire hélicoïdale
Exemple: Trajectoire hélicoïdale
Exemple: Trajectoire hélicoïdale
Exemple: Trajectoire hélicoïdale
Exemple: Trajectoire hélicoïdale
Exemple: Trajectoire hélicoïdale
Exemple: Trajectoire hélicoïdale
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l'outil
Pré-positionner l‘outil
Prendre en compte comme pôle la dernière position programmée
Aller à la profondeur d‘usinage
Aborder le contour
Approche en douceur sur un cercle dont R=2 mm
Parcourir la trajectoire hélicoïdale
Sortie en douceur sur un cercle dont R=2 mm
Dégager l'outil dans le plan d'usinage
Dégager l'outil dans l'axe de broche, fin du programme
Début de la répétition de partie de programme
Introduire directement le pas de vis comme valeur IZ
Nombre de répétitions (rotations)
0 BEGIN PGM 50 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S1400
5 L Z+250 R0 F MAX
6 L X+50 Y+50 R0 F MAX
7 CC
8 L Z-12,75 R0 F1000 M3
9 LP PR+32 PA-180 RL F100
10 RND R2
11 CP IPA+3240 IZ+13,5 DR+ F200
12 RND R2
13 L X+50 Y+50 R0 F MAX
14 L Z+250 R0 F MAX M2
15 END PGM 50 MM
Si vous devez usiner plus de 16 rotations
...
8 L Z-12.75 R0 F1000
9 LP PR+32 PA-180 RL F100
10 LBL 1
11 CP IPA+360 IZ+1,5 DR+ F200
12 CALL LBL 1 REP 24
X
Y
50
50
CC
100
100
M64 x 1,5
6.5 Cont
our
nag
es – Coor
données polair
es
Gkap6.pm6
19.07.2006, 11:30
84