2 cycles de perçage – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 122
8 Programmation: Cycles
108
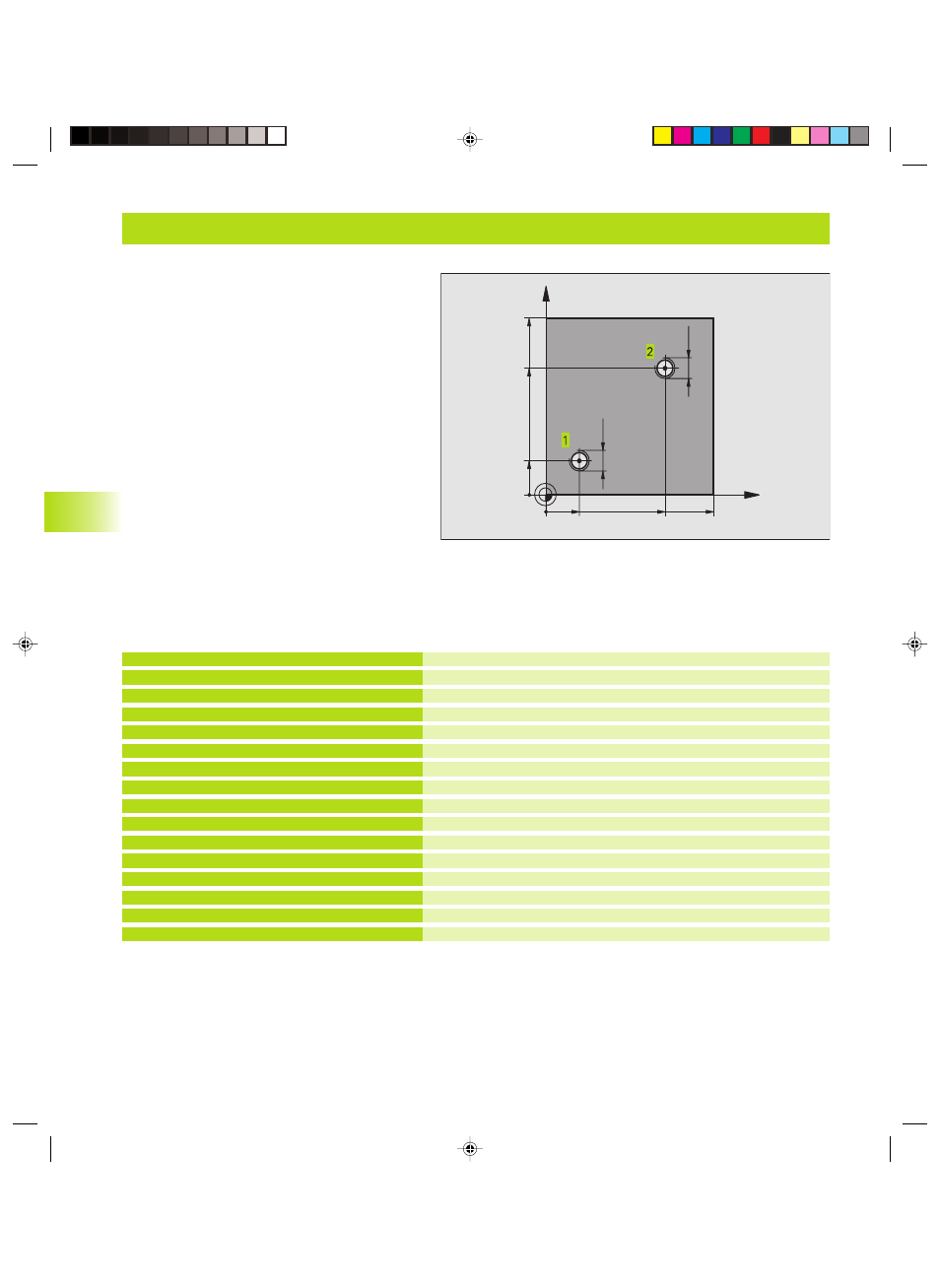
Exemple: Cycles de perçage
Déroulement du programme
■
Plaque déjà pré-percée pour M12,
Profondeur de la plaque: 20 mm
■
Programmer le cycle Taraudage
■
Pour raisons de sécurité, effectuer tout d'abord un
pré-positionnement dans le plan, puis dans l'axe
de broche
8.2 Cycles de perçage
X
Y
20
20
100
100
70
70
M12
M12
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Définition du cycle Taraudage
Aborder le trou 1 dans le plan d'usinage
Pré-positionnement dans l‘axe de broche
Aborder le trou 2 dans le plan d'usinage
Dégager l‘outil, fin du programme
0 BEGIN PGM 2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4.5
4 TOOL CALL 1 Z S100
5 L Z+250 R0 F MAX
6 CYCL DEF 2 .0 TARAUDAGE
7 CYCL DEF 2 .1 DIST. 2
8 CYCL DEF 2 .2 PROF. -25
9 CYCL DEF 2 .3 TEMPO. 0
10 CYCL DEF 2 .4 F175
11 L X+20 Y+20 R0 FMAX M3
12 L Z+2 R0 FMAX M99
13 L X+70 Y+70 R0 FMAX M99
14 L Z+250 R0 FMAX M2
15 END PGM 2 MM
kkap8.pm6
19.07.2006, 11:30
108