3 ouv er tur e et intr oduction de pr ogr ammes – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 51
37
TNC 310 HEIDENHAIN
Programmation de déplacements d'outils en
dialogue conversationnel Texte clair
Pour programmer une séquence, ouvrez le dialogue avec une
softkey. En en-tête d‘écran, la TNC réclame les données requises.
Exemple de dialogue
Ouvrir le dialogue
Coordonnées ?
<
10
Introduire la coordonnée-cible pour l‘axe X
<
5
Introduire la coordonnée-cible pour l‘axe Y;
passer à la question suivante en appuyant
sur la touche ENT
Corr. rayon: RL/RR/sans corr.:?
<
Introduire „pas de correction de rayon“; passer
à la question suivante avec ENT
Avance ? F=
<
100
Avance de ce déplacement de contournage
100 mm/min.; passer à la question suivante en
appuyant sur la touche ENT
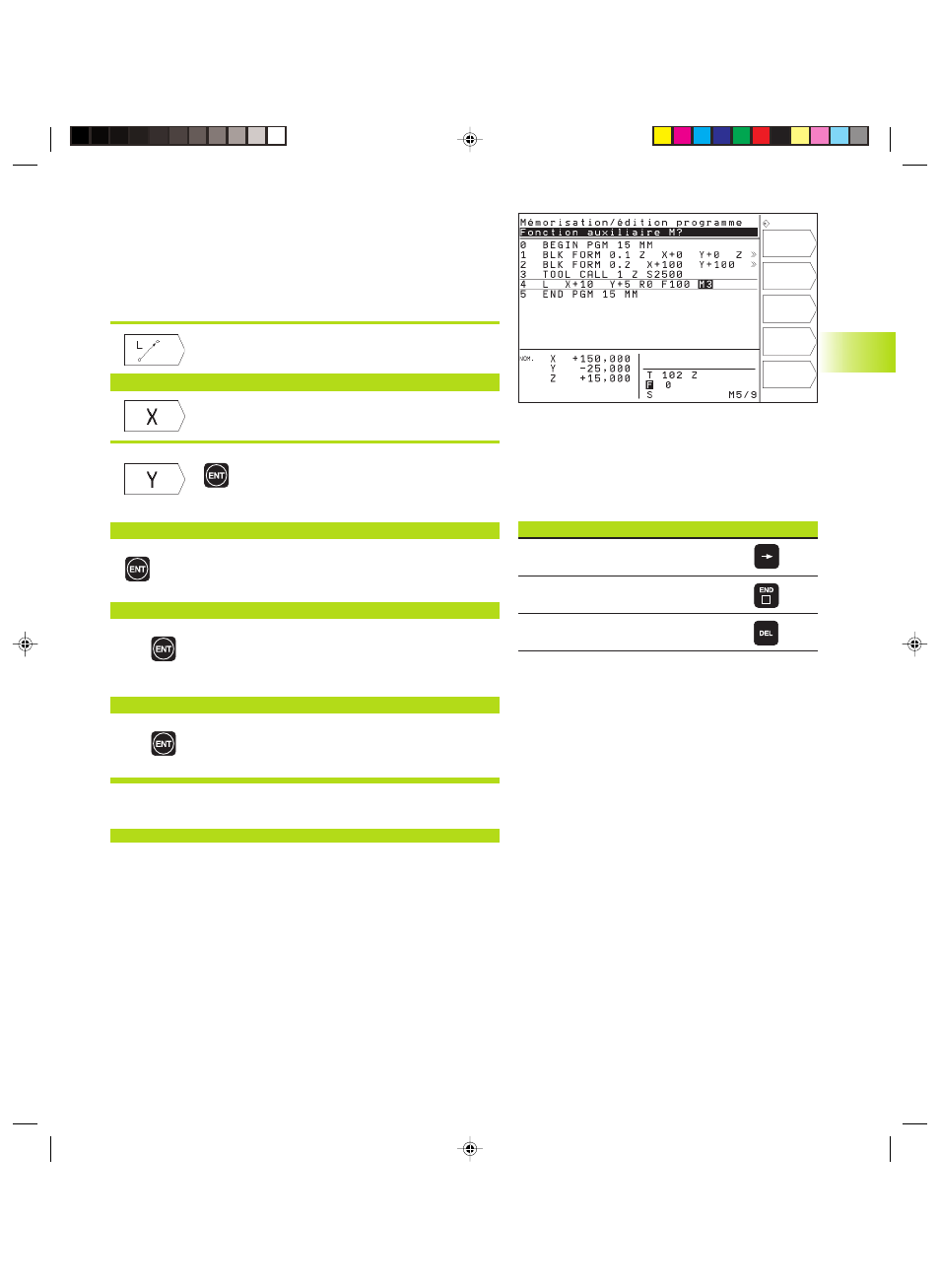
Fonction auxiliaire M ?
<
3
Fonction auxiliaire M3 „Marche broche“; la TNC
clôt le dialogue avec ENT
La fenêtre de programme affiche la ligne:
3 L X+10 Y+5 R0 F100 M3
Fonctions pendant le dialogue
Touche
Passer outre la question de dialogue
Fermer prématurément le dialogue
Interrompre et effacer le dialogue
4.3 Ouv
er
tur
e
et intr
oduction de pr
ogr
ammes
Ekap4.pm6
19.07.2006, 11:30
37