2 pr incipes des f onctions de cont our nag e – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 72
58
6 Programmation: Programmer les contours
6.2 Pr
incipes des f
onctions de cont
our
nag
e
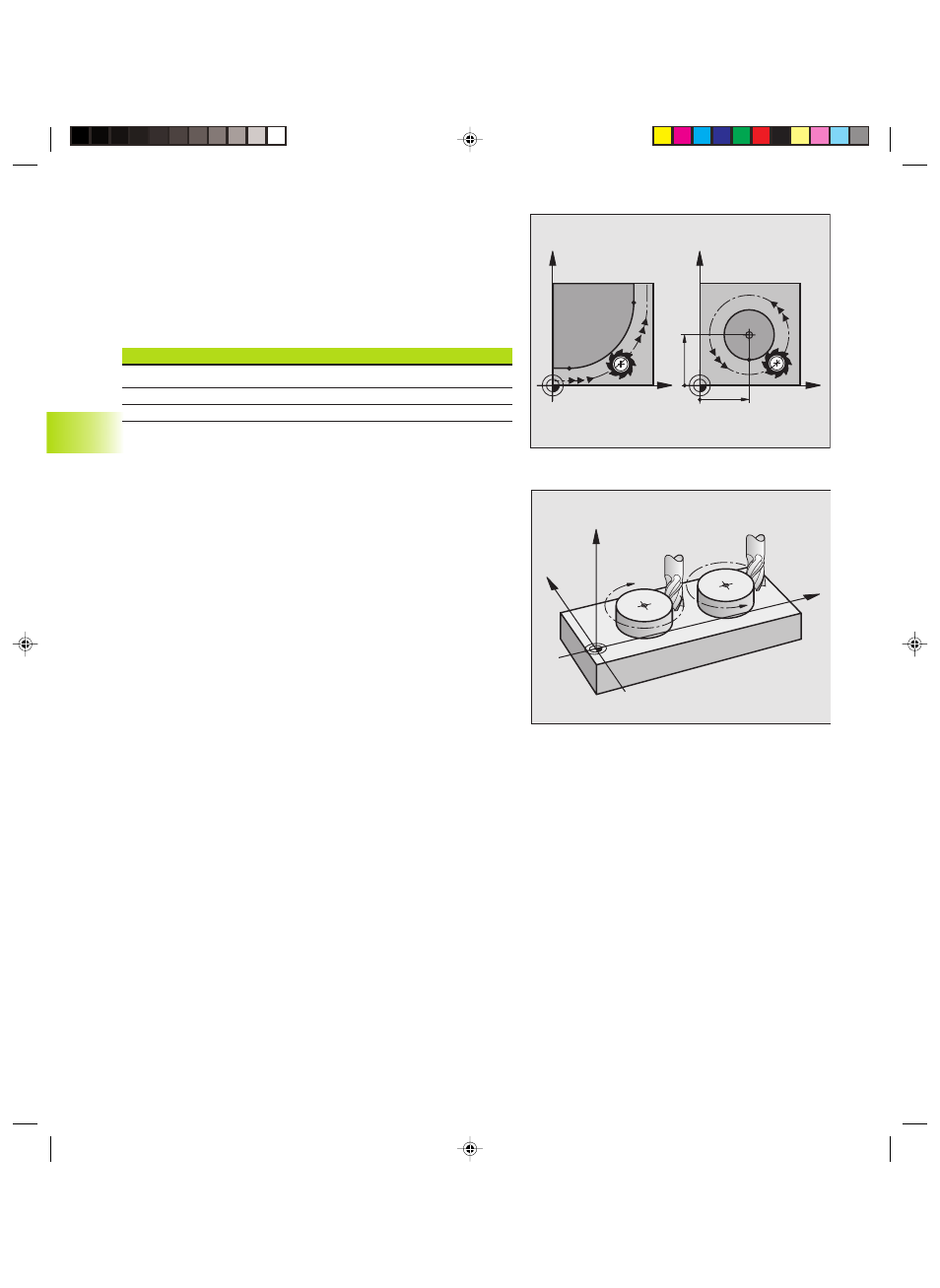
Cercles et arcs de cercle
Pour les déplacements circulaires, la TNC déplace simultanément
deux axes de la machine: L‘outil se déplace par rapport à la pièce en
suivant une trajectoire circulaire. Pour les déplacements circulaires,
vous pouvez introduire un centre de cercle CC.
Avec les fonctions de contournage des arcs de cercle, vous pouvez
programmer des cercles dans les plans principaux: Le plan principal
doit être défini avec définition de l‘axe de broche dans TOOL CALL:
Axe de broche
Plan principal
Z
XY
Y
ZX
X
YZ
Sens de rotation DR pour les déplacements circulaires
Pour les déplacements circulaires sans raccordement tangentiel à
d‘autres éléments du contour, introduisez le sens de rotation DR:
Rotation sens horaire: DR–
Rotation sens anti-horaire: DR+
Correction de rayon
La correction de rayon doit se trouver avant la séquence qui
contient les coordonnées du premier élément du contour. Elle ne
doit pas commencer dans une séquence de trajectoire circulaire.
Avant, programmez-la dans une séquence linéaire.
Pré-positionnement
Au début d‘un programme d‘usinage, pré-positionnez l‘outil de
manière à éviter que l‘outil et la pièce ne soient endommagés.
X
Y
X
Y
CC
X
CC
Y
CC
CC
CC
DR–
DR+
X
Z
Y
Gkap6.pm6
19.07.2006, 11:30
58