4 cycles d'usinage de motifs de points – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 143
129
TNC 310 HEIDENHAIN
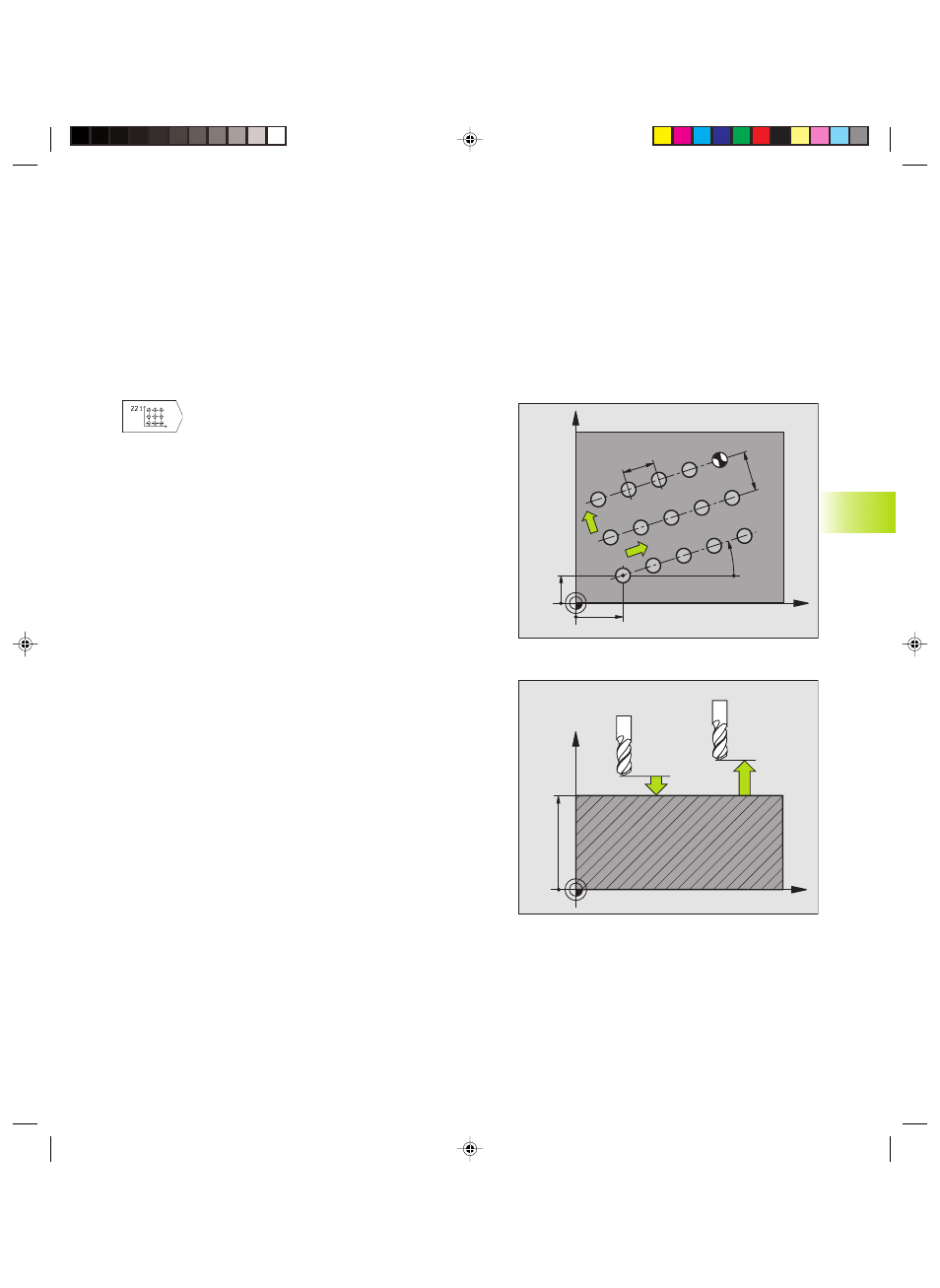
5 La TNC déplace ensuite l‘outil sur le dernier point de le deuxième
ligne où il exécute l'usinage
6 Partant de là, la TNC positionne l‘outil dans le sens négatif de
l‘axe principal, sur le point initial de l‘opération d‘usinage suivante
7 Ce processus (5 à 6) est répété jusqu‘à ce que toutes les
opérations d‘usinage soient exécutées sur la deuxième ligne
8 Ensuite, la TNC déplace l‘outil sur le point initial de la dernière
ligne
9 Toutes les autres lignes sont usinées suivant un déplacement
pendulaire
ú
Point initial 1er axe Q225 (en absolu): coordonnée
du point initial dans l'axe principal du plan
d'usinage
ú
Point initial 2ème axe Q226 (en absolu):
coordonnée du point initial dans l'axe auxiliaire du
plan d'usinage
ú
Distance 1er axe Q237 (en incrémental): distance
entre les différents points sur la ligne
ú
Distance 2ème axe Q238 (en incrémental):
distance entre les lignes
ú
Nombre d'intervalles Q242: nombre d'opérations
d'usinage sur la ligne
ú
Nombre de lignes Q243: nombre de lignes
ú
Position angulaire Q224 (en absolu): angle de
rotation de l‘ensemble du schéma de perçages; le
centre de rotation est situé sur le point initial
ú
Distance d'approche Q200 (en incrémental):
distance entre la pointe de l'outil et la surface de la
pièce
ú
Coordonnée surface pièce Q203 (en absolu):
coordonnée de la surface de la pièce
ú
Saut de bride Q204 (en incrémental): coordonnée
dans l‘axe de broche excluant toute collision entre
l‘outil et la pièce (matériels de bridage)
8.4 Cycles d'usinage de motifs de points
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
kkap8.pm6
19.07.2006, 11:30
129