2 pr incipes des f onctions de cont our nag e – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 73
59
TNC 310 HEIDENHAIN
6.2 Pr
incipes des f
onctions de cont
our
nag
e
Elaboration de séquences de programme à l'aide des softkeys de
contournage
Vous ouvrez le dialogue en Texte clair à l'aide des softkeys de
contournage. La TNC réclame toutes les informations et insère la
séquence de programme à l‘intérieur du programme d‘usinage.
Vous ne devez pas programmer dans une même
séquence des axes non commandés en même temps
que des axes commandés.
Exemple – Programmation d‘une droite:
Ouvrir le dialogue de programmation: Ex. Droite
Coordonnées ?
<
10
Introduire les coordonnées du point final de la
droite
5
Prendre en compte les coordonnées de l'axe
sélectionné: appuyer sur la softkey POSITION
ACTUELLE (2ème menu de softkeys)
Corr rayon.: RL/RR/Sans corr. ?
<
Sélectionner la correction de rayon: Ex. appuyer
sur la softkey RL; l‘outil se déplace à gauche du
contour
Avance
F=
<
100
Introduire l'avance et valider avec la touche
ENT: Ex. 100 mm/min.
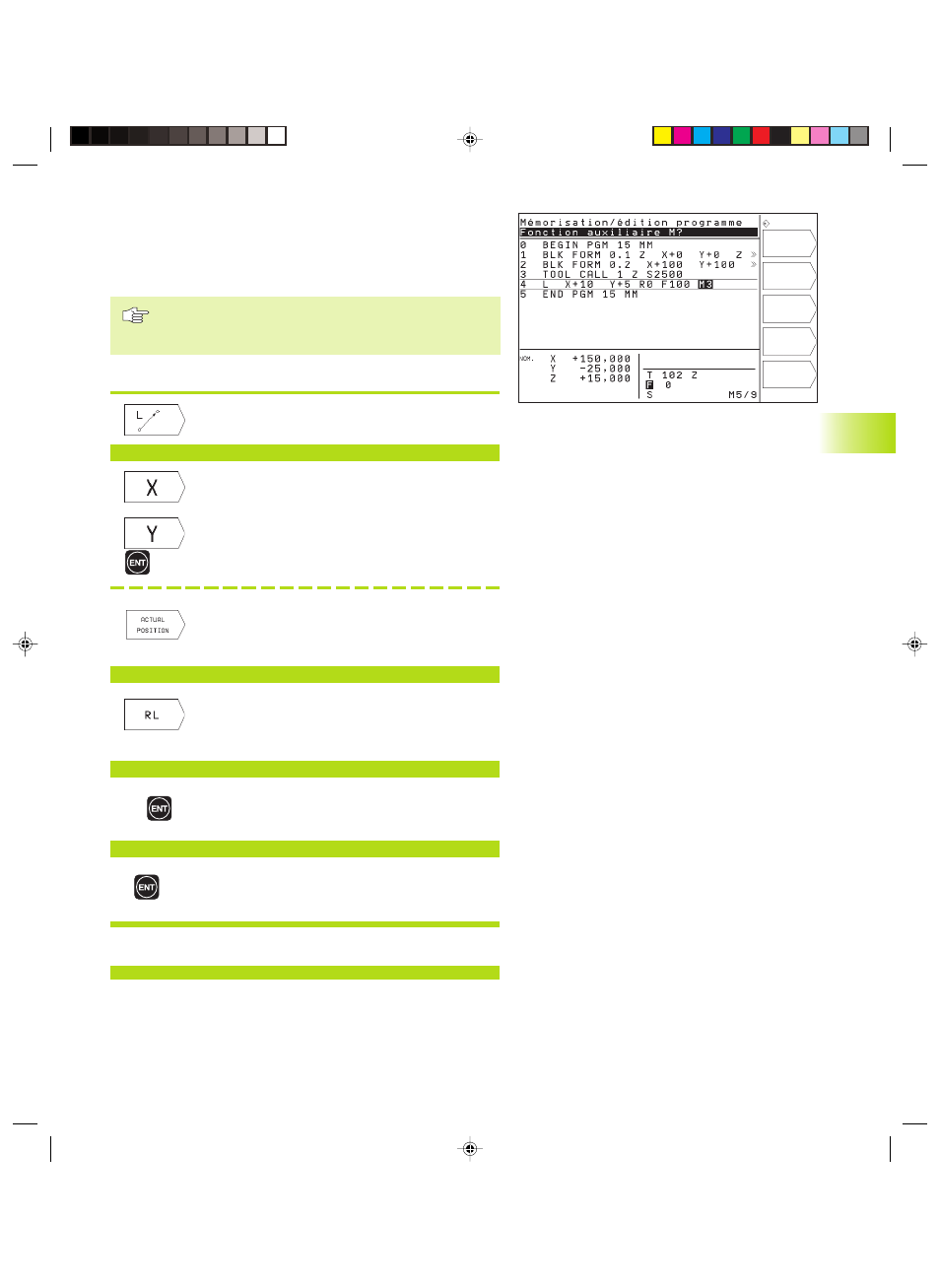
Fonction auxiliaire M ?
<
3
Introduire la fonction auxiliaire, par ex. M3 et
fermer le dialogue avec la touche ENT
Le programme d‘usinage affiche la ligne:
L X+10 Y+5 RL F100 M3
Gkap6.pm6
19.07.2006, 11:30
59