5 exemples de programmation – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 168
9 Programmation: Sous-programmes et répétitions de parties de programme
154
9.5 Exemples de programmation
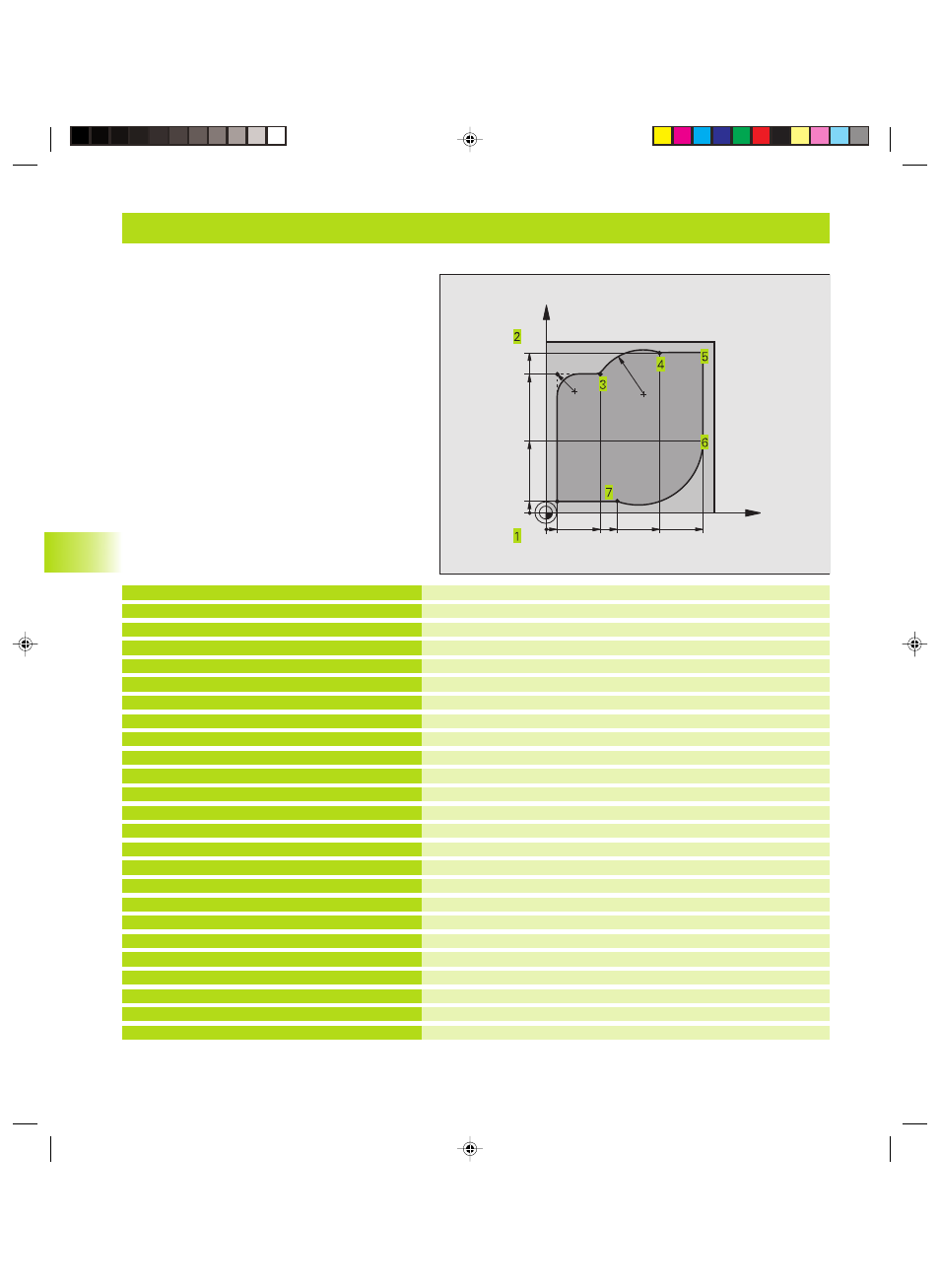
Exemple: Fraisage d‘un contour en plusieurs passes
Déroulement du programme
■
Pré-positionner l‘outil sur l‘arête supérieure de la
pièce
■
Introduire la passe en valeur incrémentale
■
Fraiser le contour
■
Répéter la passe et le fraisage du contour
0 BEGIN PGM 95 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X-20 Y-20 R0 F MAX
7 L Z0 R0 F2000 M3
8 LBL 1
9 L IZ-4 r0 F2000
10 L X+5 Y+5 RL F300
11 RND R2
12 L Y+85
13 RND R10 F150
14 L X+30
15 CR X+70 Y+95 R+30 DR-
16 L X+95
17 L Y+40
18 CT X+40 Y+5
19 L X+5
20 RND R2
21 L X-20 Y-20 R0 F1000
22 CALL LBL 1 REP 4/4
23 L Z+250 R0 F MAX M2
24 END PGM 95 MM
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Pré-positionnement dans le plan d‘usinage
Pré-positionnement dans l'axe de broche
Marque pour répétition de partie de programme
Passe en profondeur incrémentale (dans le vide)
Aborder le contour
Point 2: première droite pour angle 2
Insérer un rayon R = 10 mm, avance: 150 mm/min.
Aborder le point 3
Aborder le point 4
Aborder le point 5
Aborder le point 6
Aborder le point 7
Aborder le dernier point du contour 1
Quitter le contour
Retour au LBL 1; au total quatre fois
Dégager l‘outil, fin du programme
X
Y
95
5
95
5
85
40
40
30
70
R10
R30
Lkap9.pm6
19.07.2006, 11:30
154