3 appr oc he et sor tie du cont our – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 80
66
6 Programmation: Programmer les contours
Dernier élément contour: P
E
avec correction rayon
Angle au centre=180°, rayon traj. circulaire=10 mm
Dégagement en Z, retour, fin du programme
X
Y
20
P
N
R0
P
E
RR
R8
180°
RR
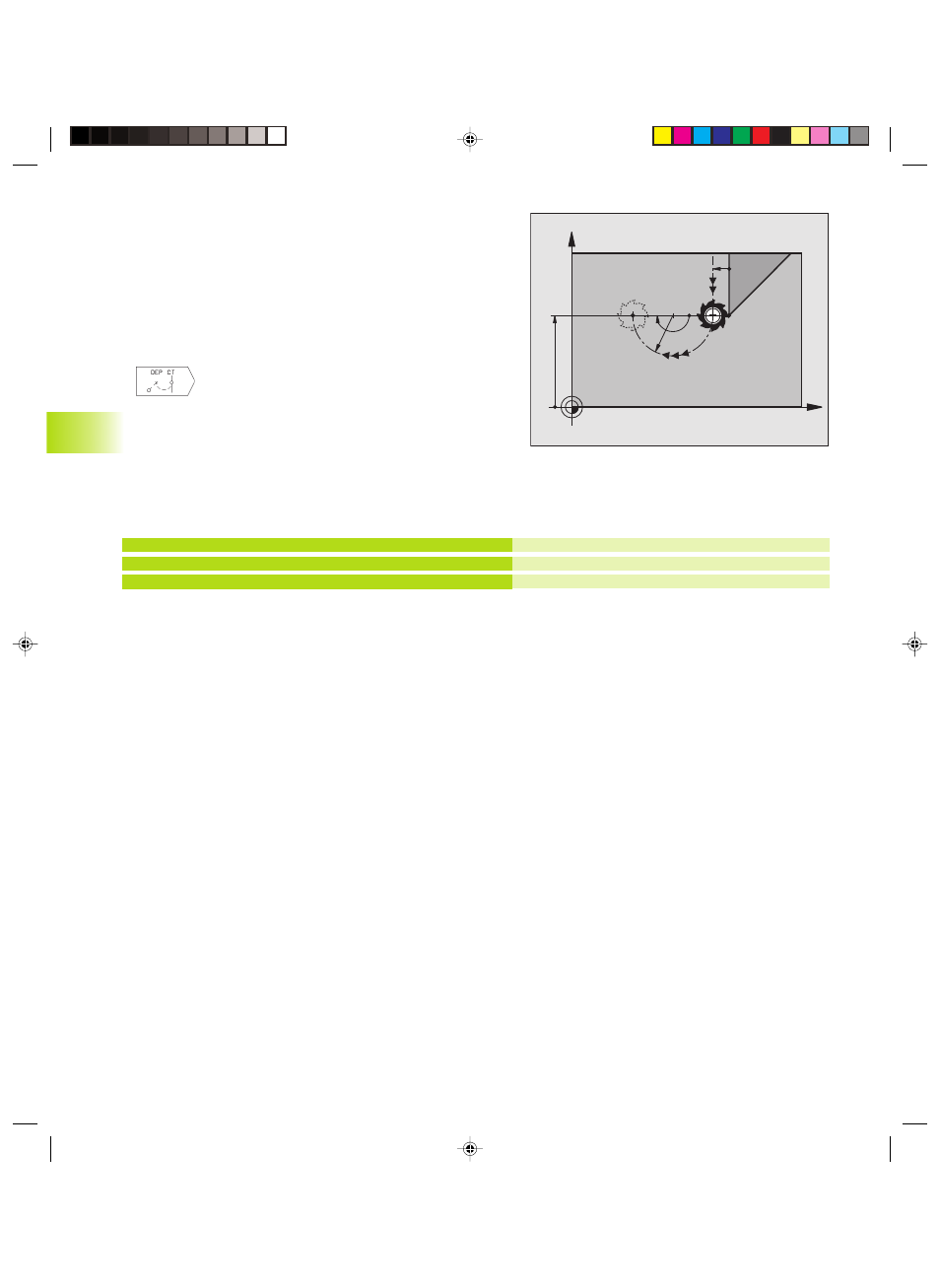
Sortie du contour par une trajectoire circulaire
avec raccordement tangentiel: DEP CT
La TNC guide l‘outil sur une trajectoire ciculaire allant du dernier
point du contour P
E
jusqu‘au point final P
N
. La trajectoire circulaire
se raccorde par tangentement au dernier élément du contour.
ú
Programmer le dernier élément du contour avec le point final P
E
et la correction de rayon
ú
Ouvrir le dialogue avec touche APPR/DEP et softkey DEP CT:
ú
Angle au centre CCA de la trajectoire circulaire
ú
Rayon R de la trajectoire circulaire
■
L‘outil doit quitter la pièce du côté défini par la
correction de rayon:
Introduire R avec son signe positif
■
L‘outil doit quitter la pièce du côté opposé à celui
qui est défini par la correction de rayon.
Introduire R avec son signe négatif
Exemple de séquences CN
23 L Y+20 RR F100
24 DEP CT CCA 180 R+8 F100
25 L Z+100 FMAX M2
6.3
Appr
oc
he et sor
tie du cont
our
Gkap6.pm6
19.07.2006, 11:30
66