HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 136
8 Programmation: Cycles
122
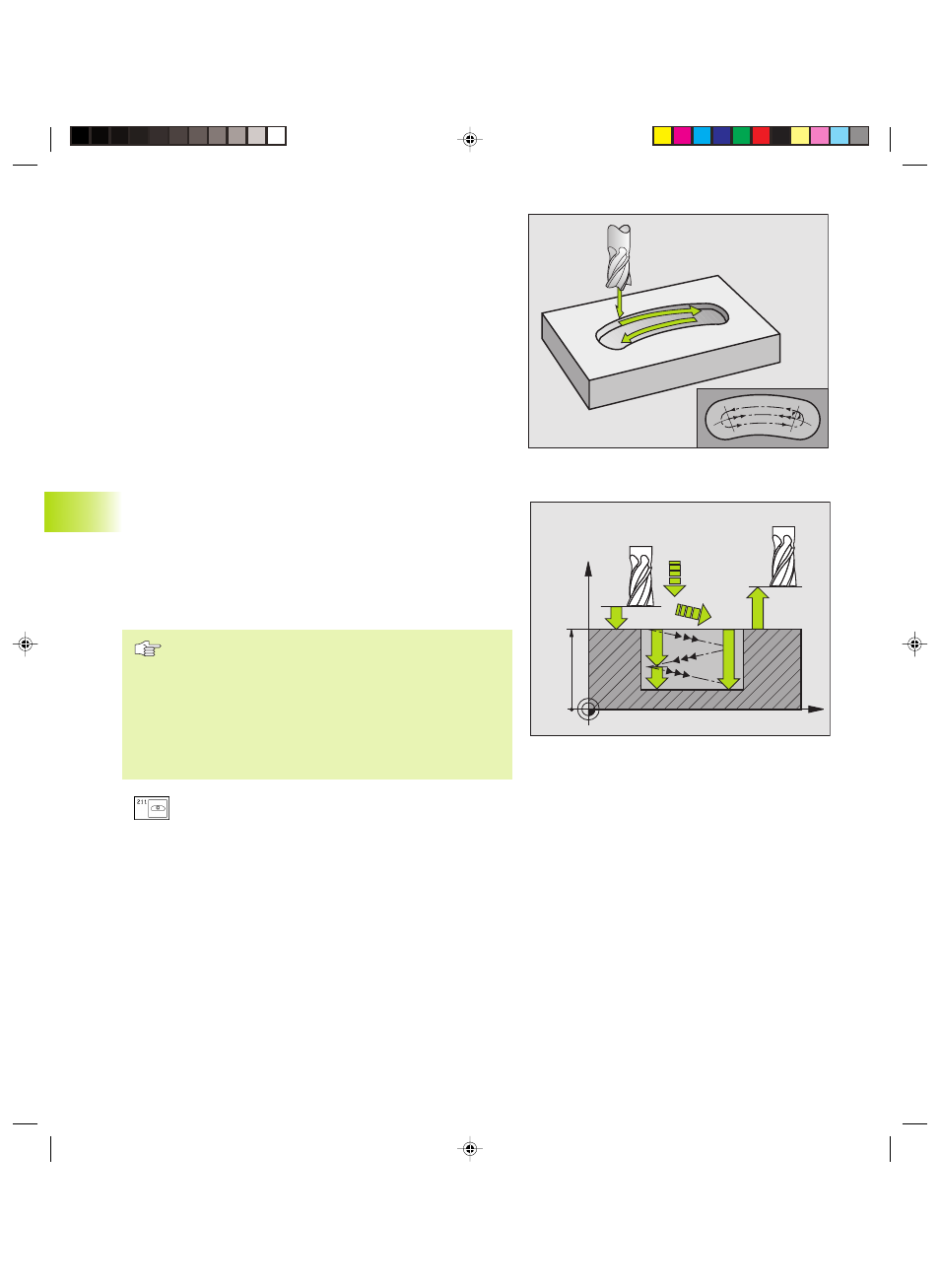
RAINURE CIRCULAIRE (trou oblong) avec plongée
pendulaire (cycle 211)
Ebauche
1 La TNC positionne l'outil en rapide dans l'axe de broche au saut
de bride, puis au centre du cercle de droite. Partant de là, la TNC
positionne l'outil à la distance d'approche programmée au-dessus
de la surface de la pièce
2 L'outil se déplace avec avance de fraisage sur la surface de la
pièce; partant de là, la fraise se déplace – en plongeant
obliquement dans la matière – vers l'autre extrêmité de la rainure
3 En plongeant à nouveau obliquement, l‘outil retourne ensuite au
point initial; ce processus (2 à 3) est répété jusqu‘à ce que la
profondeur de fraisage programmée soit atteinte
4 Ayant atteint la profondeur de fraisage, la TNC déplace l'outil pour
le surfaçage à l'autre extrêmité de la rainure
Finition
5 Pour effectuer la finition de la rainure, la TNC déplace l‘outil
tangentiellement au contour achevé. Celui-ci effectue ensuite la
finition du contour en avalant (avec M3) Pour l'opération de
finition, le point initial est au centre du cercle de droite.
6 A la fin du contour, l‘outil s‘éloigne du contour par tangentement
7 Pour terminer, l'outil retourne en rapide FMAX à la distance
d'approche et – si celui-ci est programmé – au saut saut de bride
Remarques avant que vous ne programmiez
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Le diamètre de la fraise ne doit pas être supérieur à la
largeur de la rainure ni inférieur au tiers de cette largeur
Le diamètre de la fraise doit être inférieur à la moitié de
la longueur de la rainure: Sinon la TNC ne peut pas
effectuer de plongée pendulaire.
ú
Distance d'approche Q200 (en incrémental): distance
entre la pointe de l'outil et la surface de la pièce
ú
Profondeur Q201 (en incrémental): distance entre la
surface de la pièce et le fond de la rainure
ú
Avance de fraisage Q207: vitesse de déplacement de
l‘outil lors du fraisage, en mm/min.
ú
Profondeur de passe Q202 (en incrémental): valeur
égale à la distance totale parcourue par l'outil lors
d'une plongée pendulaire dans l'axe de broche
8.3 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
kkap8.pm6
19.07.2006, 11:30
122