HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 174
10 Programmation: Paramètres Q
160
1
0.1 Pr
incipe et sommair
e des f
onctions
10.1 Principe et sommaire des fonctions
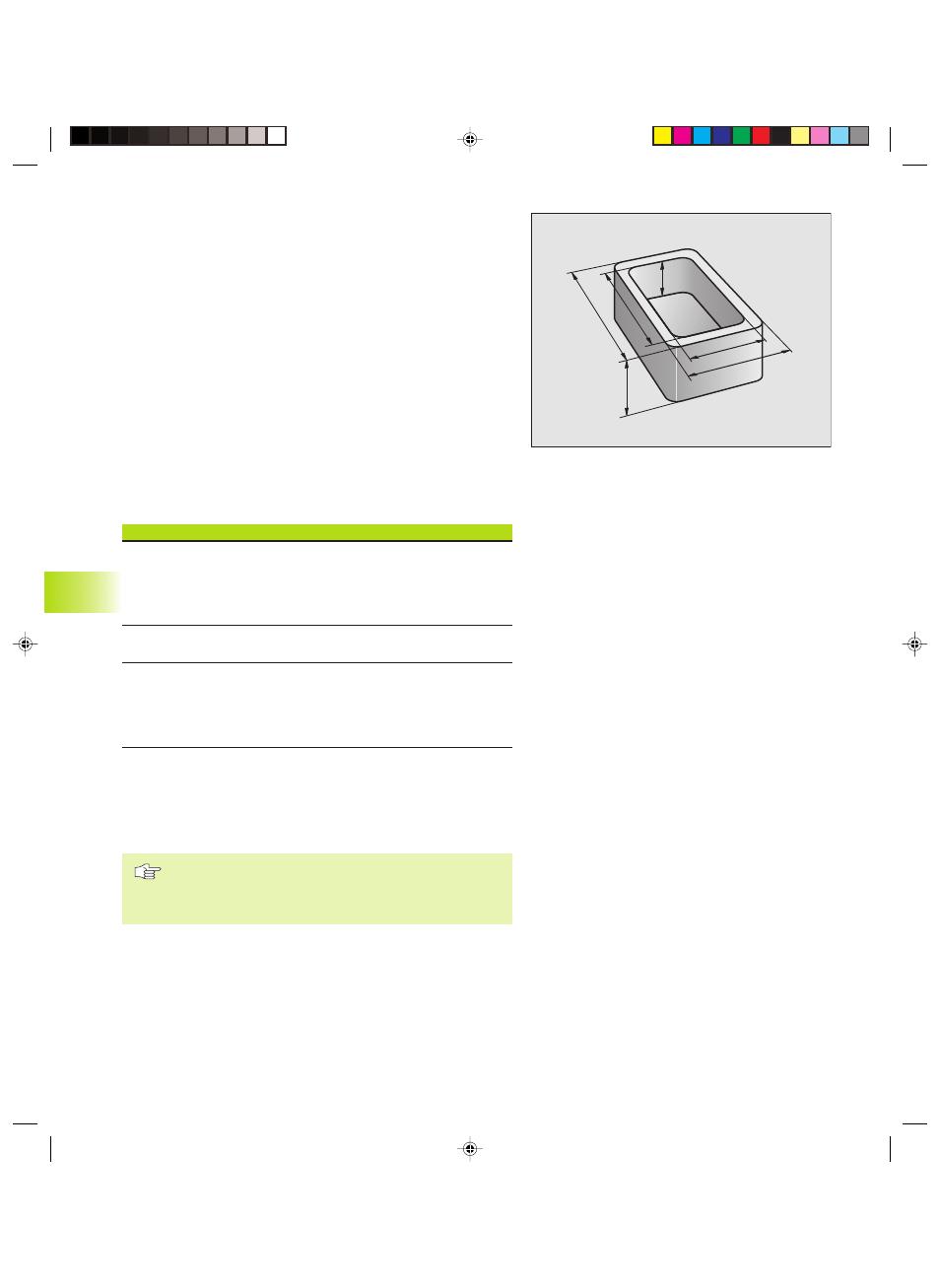
Grâce aux paramètres Q, vous pouvez définir toute une famille de
pièces dans un même programme d'usinage. A la place des valeurs
numériques, vous introduisez des variables encore appelées
paramètres Q.
Exemples d‘utilisation des paramètres Q:
■
Valeurs de coordonnées
■
Avances
■
Vitesses de rotation
■
Données de cycle
En outre, les paramètres Q vous permettent de programmer des
contours définis par des fonctions arithmétiques ou bien encore
d‘exécuter des phases d‘usinage en liaison avec des conditions
logiques.
Un paramètre Q est désigné par la lettre Q et un numéro compris
entre 0 et 299. Les paramètres Q sont répartis en trois groupes:
Signification
Plage
Paramètres pouvant être utilisés librement,
Q0 à Q99
à effet global pour tous les programmes
de la mémoire de la TNC. Si vous appelez les cycles constructeur,
ces paramètres n'agissent que localement (en fonction de PM7251)
Paramètres fonctions spéciales de la TNC
Q100 à Q150
Paramètres préconisés pour les cycles
Q200 à Q299
à effet global pour tous les
programmes contenus dans la mémoire de la TNC et dans les cycles
constructeurs
Remarques concernant la programmation
Les paramètres Q et valeurs numériques peuvent être mélangés
dans un programme.
Vous pouvez affecter aux paramètres Q des valeurs numériques
comprises entre –99 999,9999 et +99 999,9999.
De manière automatique, la TNC affecte toujours les
mêmes données à certains paramètres Q, comme par
exemple, le rayon d‘outil actuel pour le paramètre Q 108.
Cf. „10.9 Paramètres Q réservés“.
Q4
Q2
Q3
Q1
Q5
Q6
Mkap10.pm6
19.07.2006, 11:30
160