3 approche et sortie du contour, 3 appr oc he et sor tie du cont our, Positions importantes à l‘approche et à la sortie – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 74
60
6 Programmation: Programmer les contours
6.3 Approche et sortie du contour
Sommaire: Formes de trajectoires pour aborder et
quitter le contour
Vous activez les fonctions APPR (de l'anglais approach = approche)
et DEP (de l'angl. departure = départ) avec la softkey APPR/DEP. Les
contours suivants peuvent être sélectionnés par softkeys:
Fonction Softkeys:
Approche Sortie
Droite avec raccordement tangentiel
Droite perpendiculaire au point du contour
Traj. circ. avec raccord. tangentiel
Traj. circ. avec raccord. tangentiel au
contour, approche et sortie vers un point
auxiliaire à l'extérieur du contour, sur un
segment de droite avec raccord. tangentiel
Aborder et quitter une trajectoire hélicoïdale
En abordant et en quittant une trajectoire hélicoïdale (hélice), l'outil
se déplace dans le prolongement de l'hélice et se raccorde ainsi au
contour par une trajectoire circulaire tangentielle. Pour cela, utilisez
la fonction APPR CT ou DEP CT.
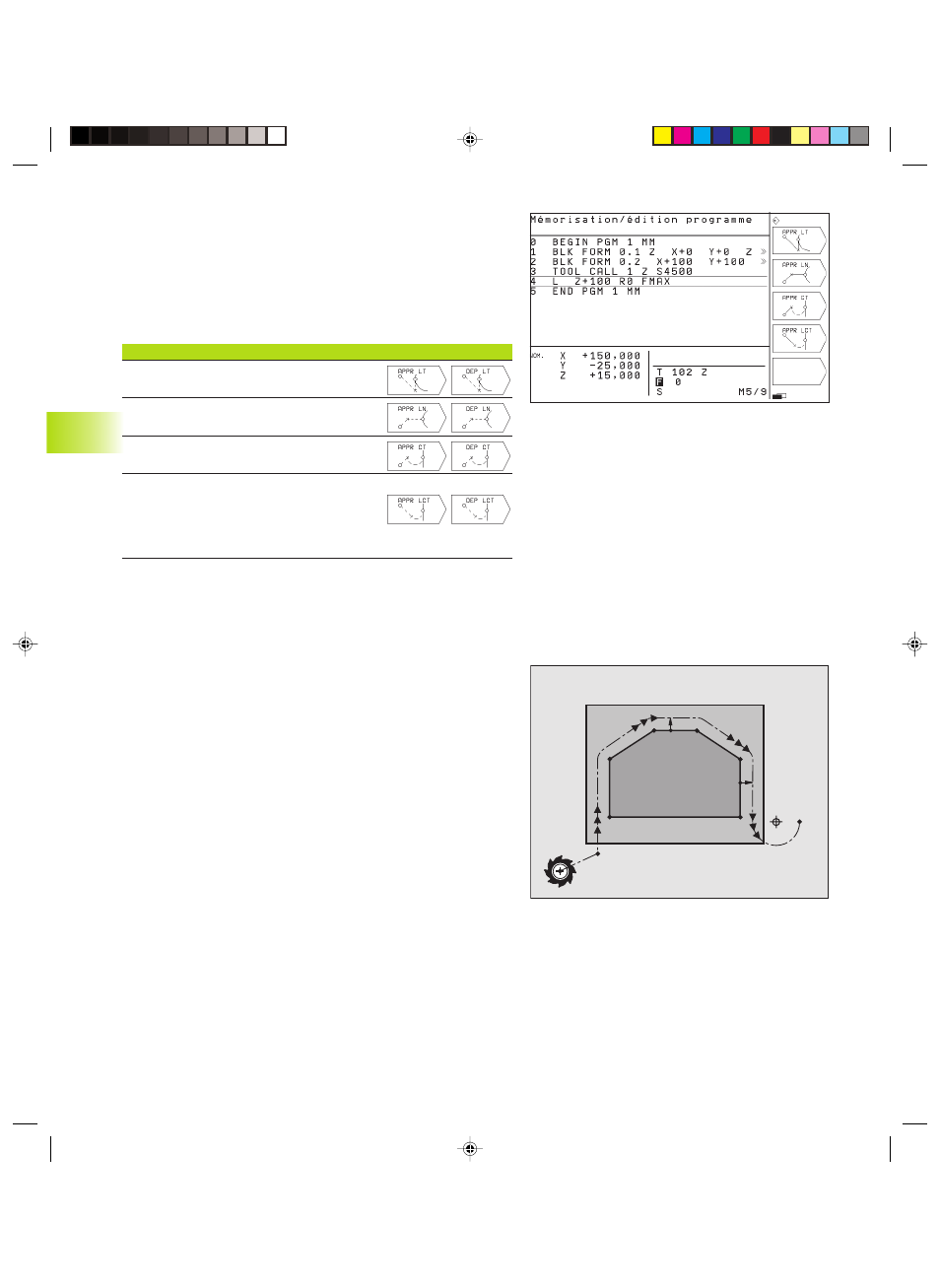
Positions importantes à l‘approche et à la sortie
■
Point initial P
S
Programmez cette position immédiatement avant la séquence.
APPR. P
S
est situé à l‘extérieur du contour et est abordé sans
correction de rayon (R0).
■
Point auxiliaire P
H
Avec certaines trajectoires, l‘approche et la sortie du contour
passent par un point auxiliaire P
H
que la TNC calcule à partir des
données contenues dans la séquence APPR et DEP.
■
Premier point du contour P
A
et dernier point du contour P
E
Programmez le premier point du contour P
A
dans la séquence
APPR et le dernier point du contour P
E
avec n'importe quelle
fonction de contournage.
■
Si la séquence APPR contient également la coordonnée Z, la TNC
déplace l‘outil tout d‘abord dans le plan d‘usinage jusqu‘à P
H
, puis
dans l‘axe d‘outil à la profondeur programmée.
■
Point final P
N
La position P
N
est en dehors du contour et résulte des données
de la séquence DEP. Si celle-ci contient aussi la coordonnée Z, la
TNC déplace l'outil d'abord dans le plan d'usinage jusqu'à P
H
,
puis dans l'axe d'outil à la hauteur programmée.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
6.3
Appr
oc
he et sor
tie du cont
our
Gkap6.pm6
19.07.2006, 11:30
60