Aborder à nouveau le contour, 4 exécution de pr ogr amme – HEIDENHAIN iTNC 530 (340 420) Manuel d'utilisation
Page 471
iTNC 530 HEIDENHAIN
443
1
1
.4 Exécution de pr
ogr
amme
U
U
U
U
Sélectionner comme début de l'amorce la première séquence du
programme actuel: Introduire GOTO „0“.
U
U
U
U
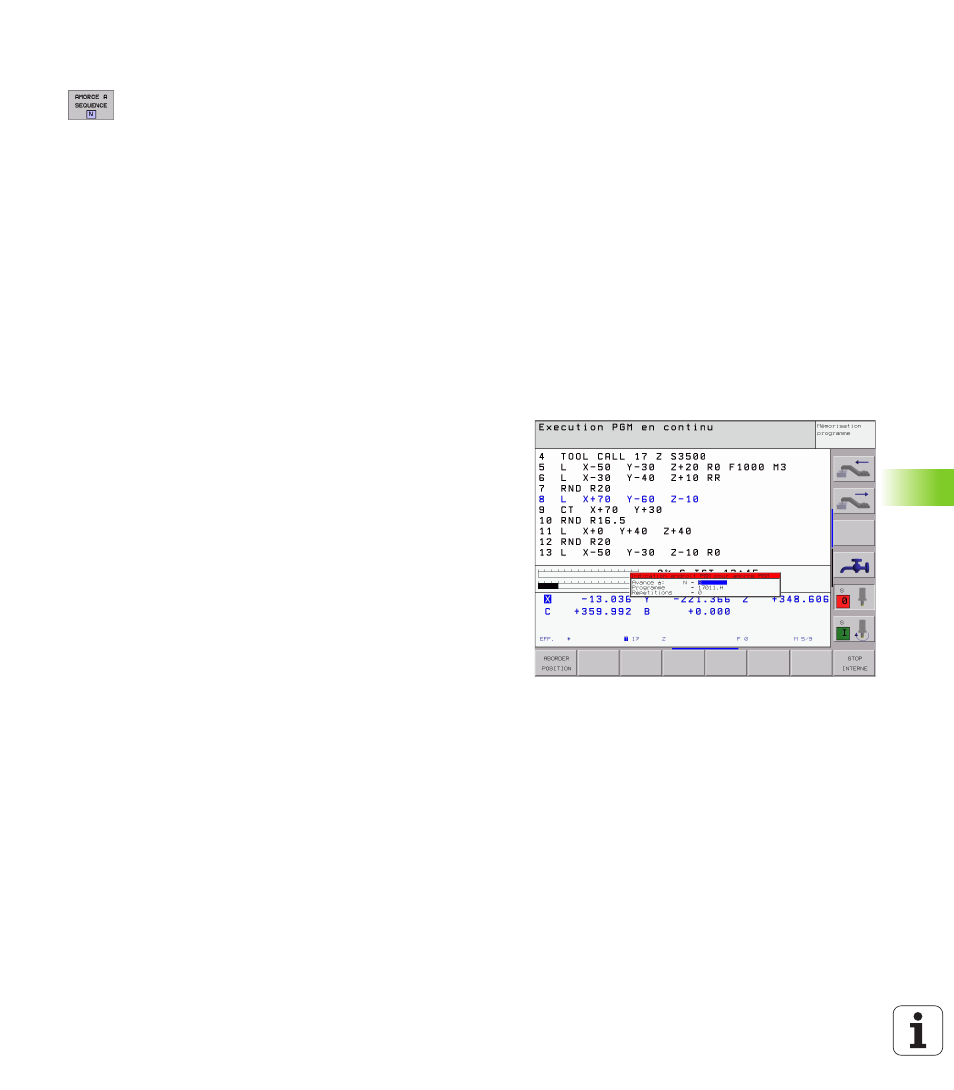
Sélectionner l'amorce de séquence: Appuyer sur la
softkey AMORCE A SEQUENCE N.
U
U
U
U
Amorce jusqu'à N
: Introduire le numéro N de la
séquence où doit s'arrêter l'amorce
U
U
U
U
Programme
: Introduire le nom du programme
contenant la séquence N
U
U
U
U
Répétitions
: Introduire le nombre de répétitions à
prendre en compte dans l'amorce de séquence si la
séquence N se trouve dans une répétition de partie
de programme
U
U
U
U
Lancer l'amorce de séquence: Appuyer sur la touche
START externe
U
U
U
U
Aborder le contour: cf. „Aborder à nouveau le
Aborder à nouveau le contour
La fonction ABORDER POSITION permet à la TNC de déplacer l'outil
vers le contour de la pièce dans les situations suivantes:
n
Aborder à nouveau le contour après déplacement des axes de la
machine lors d'une interruption réalisée sans STOP INTERNE
n
Aborder à nouveau le contour après une amorce avec
AMORCE A SEQUENCE N, par exemple après une interruption
avec STOP INTERNE
n
Lorsque la position d'un axe s'est modifiée après l'ouverture de la
boucle d'asservissement lors d'une interruption de programme (en
fonction de la machine)
U
U
U
U
Sélectionner le retour au contour: Sélectionner la softkey
ABORDER POSITION.
U
U
U
U
Si nécessaire, rétablir l'état machine
U
U
U
U
Déplacer les axes dans l'ordre proposé par la TNC à l'écran: Appuyer
sur la touche START externe ou
U
U
U
U
Déplacer les axes dans n'importe quel ordre: Appuyer sur les
softkeys ABORDER X, ABORDER Z etc. et activer à chaque fois
avec la touche START externe
U
U
U
U
Poursuivre l'usinage: Appuyer sur la touche START externe