Motifs de points sur des lignes (cycle 221), 5 cy cles d'usinag e de motifs de points – HEIDENHAIN iTNC 530 (340 420) Manuel d'utilisation
Page 323
iTNC 530 HEIDENHAIN
295
8.5 Cy
cles d'usinag
e de motifs de points
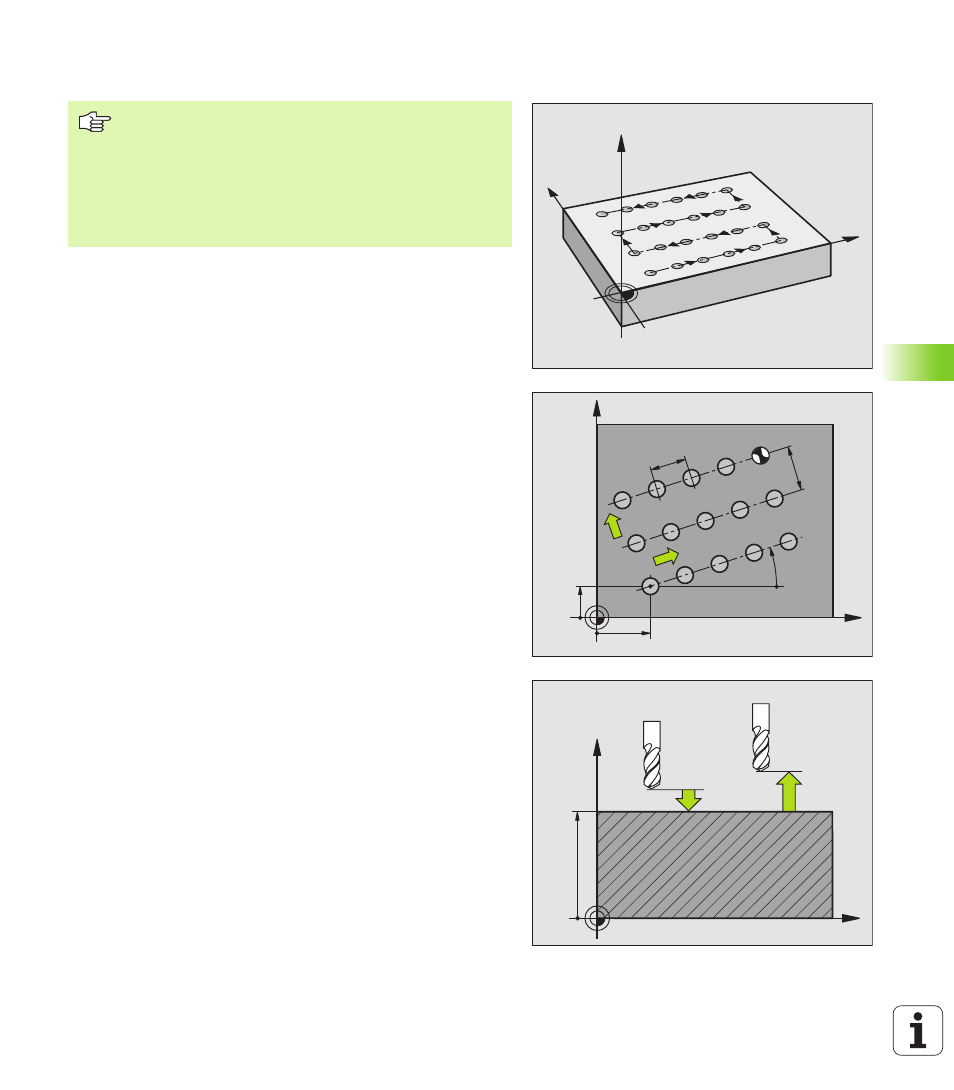
MOTIFS DE POINTS SUR DES LIGNES (cycle 221)
1
La TNC positionne l'outil automatiquement de la position actuelle
jusqu'au point initial de la première opération d'usinage
Etapes:
n
Saut de bride (axe de broche)
n
Aborder le point initial dans le plan d'usinage
n
Se déplacer à la distance d'approche au-dessus de la surface de
pièce (axe de broche)
2
A partir de cette position, la TNC exécute le dernier cycle d'usinage
défini
3
Ensuite, la TNC positionne l'outil dans le sens positif de l'axe
principal, sur le point initial de l'opération d'usinage suivante; l'outil
est positionné à la distance d'approche (ou au saut de bride)
4
Ce processus (1 à 3) est répété jusqu'à ce que toutes les
opérations d'usinage soient exécutées sur la première ligne; l'outil
se trouve sur le dernier point de la première ligne
5
La TNC déplace ensuite l'outil sur le dernier point de le deuxième
ligne où il exécute l'usinage
6
Partant de là, la TNC positionne l'outil dans le sens négatif de l'axe
principal, sur le point initial de l'opération d'usinage suivante
7
Ce processus (6) est répété jusqu’à ce que toutes les opérations
d’usinage soient exécutées sur la deuxième ligne
8
Ensuite, la TNC déplace l'outil sur le point initial de la ligne suivante
9
Toutes les autres lignes sont usinées suivant un déplacement
pendulaire
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204
Remarques avant que vous ne programmiez
Le cycle 221 est actif avec DEF, c'est-à-dire qu'il appelle
automatiquement le dernier cycle d'usinage défini.
Si vous combinez l'un des cycles d'usinage 200 à 209, 212
à 215, 262 à 265 et 267 avec le cycle 221, la distance
d'approche, la surface de la pièce et le saut de bride
programmés dans le cycle 221 sont actifs.