10 .1 1 ex emples de pr ogr a mmation, Exemple: ellipse – HEIDENHAIN iTNC 530 (340 420) Manuel d'utilisation
Page 447
iTNC 530 HEIDENHAIN
419
1
0
.1
1 Ex
emples de pr
ogr
a
mmation
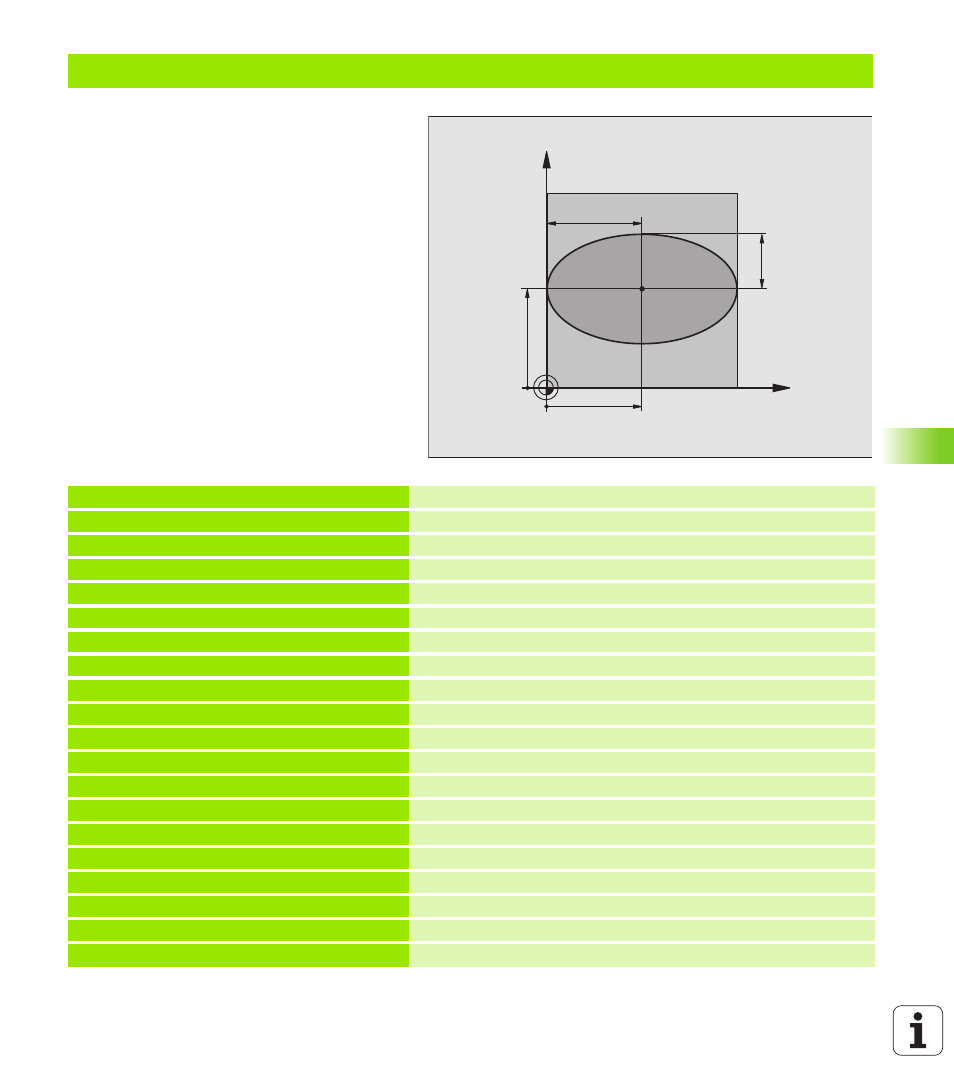
Exemple: Ellipse
Déroulement du programme
n
Le contour de l'ellipse est constitué de
nombreux petits segments de droite (à définir
avec Q7). Plus vous aurez défini de pas de calcul
et plus lisse sera le contour
n
Définissez le sens du fraisage avec l’angle initial
et l’angle final dans le plan:
Sens d'usinage horaire:
Angle initial > angle final
Sens d'usinage anti-horaire:
Angle initial < angle final
n
Le rayon d’outil n’est pas pris en compte
0 BEGIN PGM ELLIPSE MM
1 FN 0: Q1 = +50
Centre de l’axe X
2 FN 0: Q2 =+50
Centre de l’axe Y
3 FN 0: Q3 = +50
Demi-axe X
4 FN 0: Q4 = +30
Demi-axe Y
5 FN 0: Q5 = +0
Angle initial dans le plan
6 FN 0: Q6 = +360
Angle final dans le plan
7 FN 0: Q7 = +40
Nombre de pas de calcul
8 FN 0: Q8 = +0
Position angulaire de l'ellipse
9 FN 0: Q9 = +5
Profondeur de fraisage
10 FN 0: Q10 = +100
Avance au fond
11 FN 0: Q11 = +350
Avance de fraisage
12 FN 0: Q12 = +2
Distance d’approche pour le pré-positionnement
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+2.5
Définition de l'outil
16 TOOL CALL 1 Z S4000
Appel d'outil
17 L Z+250 R0 FMAX
Dégager l'outil
18 CALL LBL 10
Appeler l’usinage
19 L Z+100 R0 FMAX M2
Dégager l’outil, fin du programme
X
Y
50
50
30
50