Percage (cycle 200) – HEIDENHAIN iTNC 530 (340 420) Manuel d'utilisation
Page 250
222
8 Programmation: Cycles
8.3 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
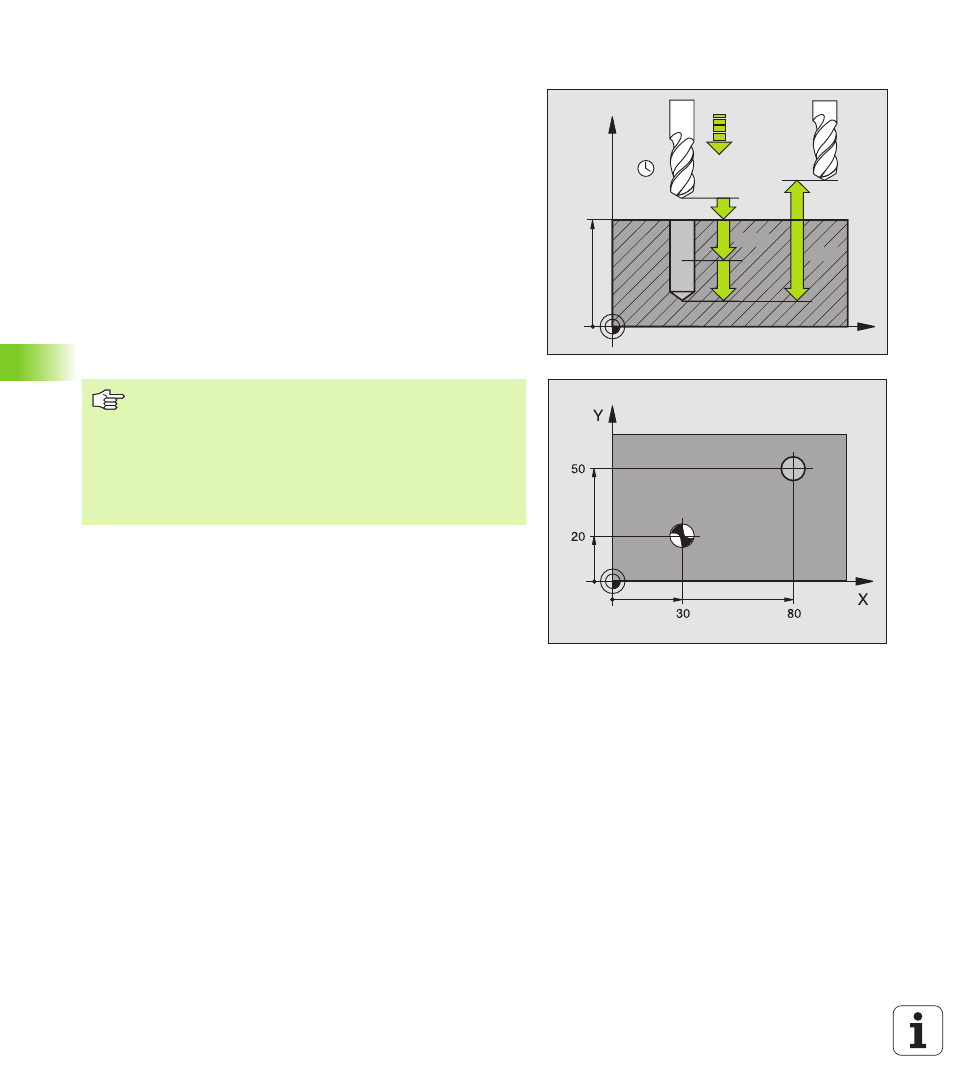
PERCAGE (cycle 200)
1
La TNC positionne l'outil dans l'axe de broche en avance rapide
FMAX, à la distance d'approche, au-dessus de la surface de la
pièce
2
Suivant l'avance F programmée, l'outil perce jusqu'à la première
profondeur de passe
3
La TNC rétracte l'outil avec FMAX à la distance d'approche,
exécute une temporisation - si celle-ci est programmée - puis le
déplace à nouveau avec FMAX à la distance d'approche au-dessus
de la première profondeur de passe
4
Selon l'avance F programmée, l'outil perce ensuite une autre
profondeur de passe
5
La TNC répète ce processus (2 à 4) jusqu'à ce que l'outil ait atteint
la profondeur de perçage programmée
6
Partant du fond du trou, l'outil se déplace avec FMAX jusqu'à la
distance d'approche ou – si celui-ci est introduit – jusqu'au saut de
bride
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial (centre du trou) dans le plan d’usinage avec
correction de rayon R0.
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage. Si vous programmez Profondeur = 0, la
TNC n'exécutera pas le cycle.