8 cy cles d'usinag e ligne à ligne – HEIDENHAIN iTNC 530 (340 420) Manuel d'utilisation
Page 367
iTNC 530 HEIDENHAIN
339
8.8 Cy
cles d'usinag
e ligne à ligne
U
U
U
U
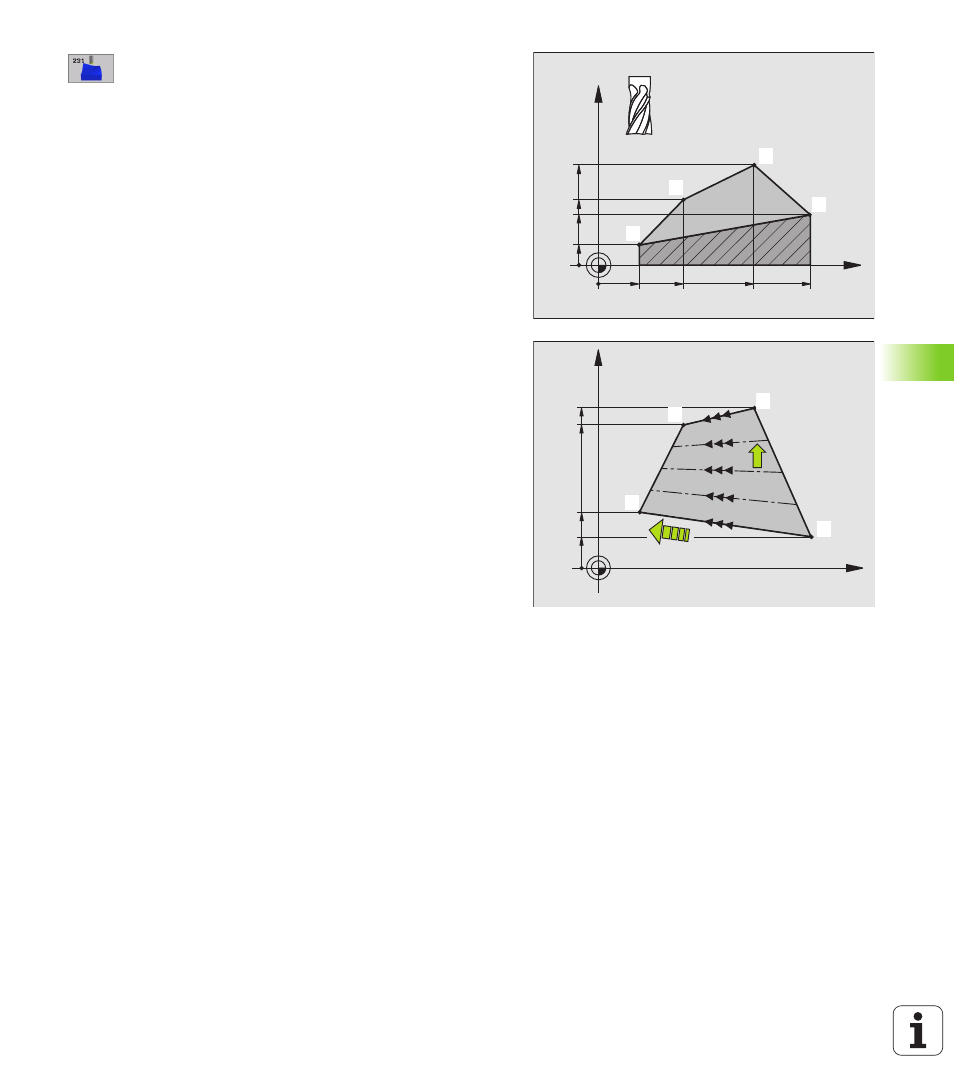
Point initial 1er axe
Q225 (en absolu): Coordonnée
du point initial de la surface à usiner ligne à ligne dans
l'axe principal du plan d'usinage
U
U
U
U
Point initial 2ème axe
Q226 (en absolu):
Coordonnée du point initial de la surface à usiner ligne
à ligne dans l'axe auxiliaire du plan d'usinage
U
U
U
U
Point initial 3ème axe
Q227 (en absolu):
Coordonnée du point initial de la surface à usiner ligne
à ligne dans l'axe de broche
U
U
U
U
2ème point 1er axe
Q228 (en absolu): Coordonnée du
point final de la surface à usiner ligne à ligne dans
l'axe principal du plan d'usinage
U
U
U
U
2ème point 2ème axe
Q229 (en absolu): Coordonnée
du point final de la surface à usiner ligne à ligne dans
l'axe auxiliaire du plan d'usinage
U
U
U
U
2ème point 3ème axe
Q230 (en absolu): Coordonnée
du point final de la surface à usiner ligne à ligne dans
l'axe de broche
U
U
U
U
3ème point 1er axe
Q231 (en absolu): Coordonnée du
point
3
dans l'axe principal du plan d'usinage
U
U
U
U
3ème point 2ème axe
Q232 (en absolu): Coordonnée
du point
3
dans l'axe auxiliaire du plan d'usinage
U
U
U
U
3ème point 3ème axe
Q233 (en absolu): Coordonnée
du point
3
dans l'axe de broche
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
11
12
13
14
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
11
12
13
14