Donnees du contour (cycle 20), 20 donnees du contour (impératif), 6 cy cles sl – HEIDENHAIN iTNC 530 (340 420) Manuel d'utilisation
Page 332
304
8 Programmation: Cycles
8.6 Cy
cles SL
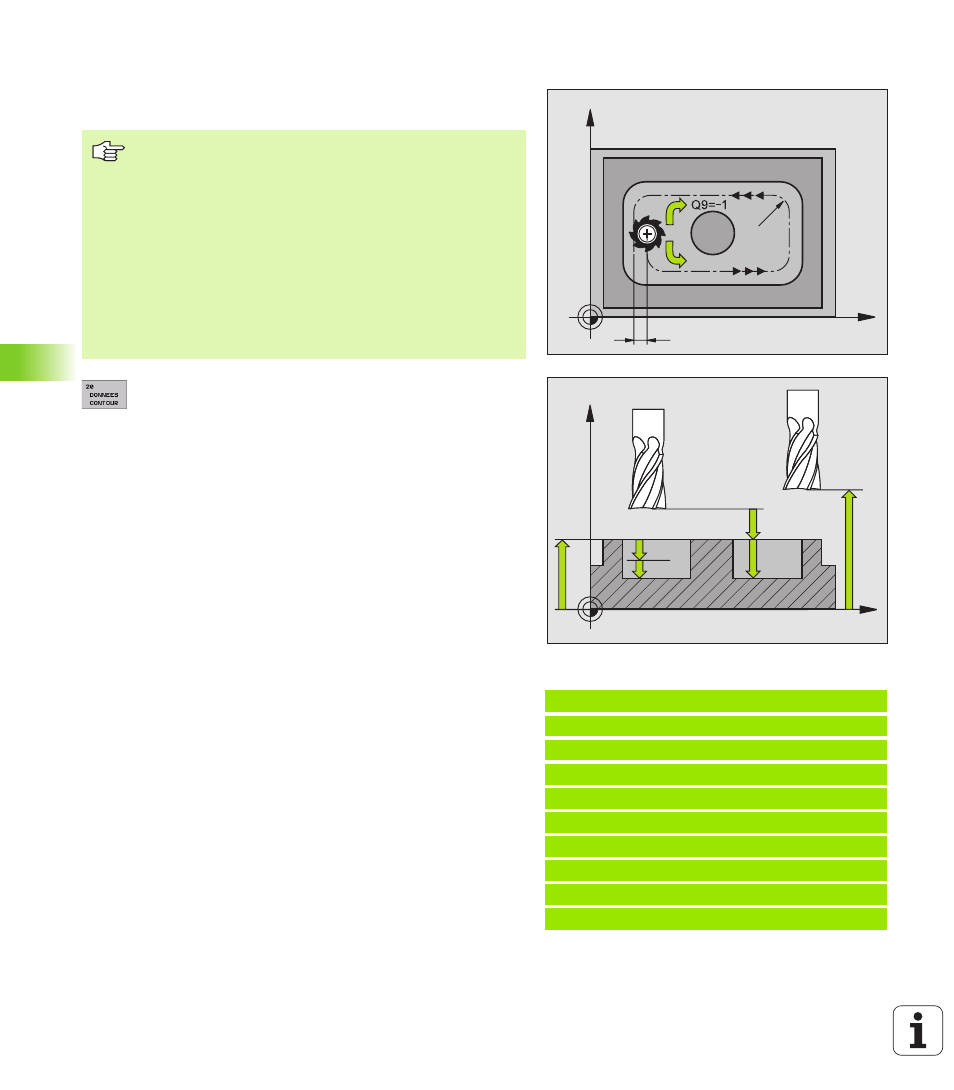
DONNEES DU CONTOUR (cycle 20)
Dans le cycle 20, introduisez les données d'usinage destinées aux
sous-programmes avec contours partiels.
U
U
U
U
Profondeur de fraisage
Q1 (en incrémental):
Distance entre la surface de la pièce et le fond de la
poche.
U
U
U
U
Facteur de recouvrement
: Q2 x rayon d'outil donne la
passe latérale k.
U
U
U
U
Surépaisseur finition latérale
Q3 (en
incrémental): Surépaisseur de finition dans plan
d'usinage.
U
U
U
U
Surép. finition en profondeur
Q4 (en incrémental):
Surépaisseur de finition pour la profondeur.
U
U
U
U
Coordonnée surface pièce
Q5 (en absolu):
Coordonnée absolue de la surface de la pièce
U
U
U
U
Distance d'approche
Q6 (en incrémental): Distance
entre la surface frontale de l'outil et la surface de la
pièce
U
U
U
U
Hauteur de sécurité
Q7 (en absolu): Hauteur en
valeur absolue à l'intérieur de laquelle aucune
collision ne peut se produire avec la pièce (pour
positionnement intermédiaire et retrait en fin de
cycle)
U
U
U
U
Rayon interne d'arrondi
Q8: Rayon d'arrondi aux
„angles“ internes; la valeur introduite se réfère à la
trajectoire du centre de l'outil
U
U
U
U
Sens de rotation? Sens horaire = -1
Q9: Sens de
l'usinage pour les poches
n
Sens horaire (Q9 = -1: Usinage en opposition pour
poche et îlot)
n
Sens anti-horaire (Q9 = +1: Usinage en avalant pour
poche et îlot)
Vous pouvez vérifier les paramètres d'usinage lors d'une interruption
du programme et, si nécessaire, les remplacer.
Exemple: Séquences CN
57 CYCL DEF 20.0 DONNÉES CONTOUR
Q1=-20
;PROFONDEUR DE FRAISAGE
Q2=1
;FACTEUR RECOUVREMENT
Q3=+0.2
;SURÉPAIS. LATÉRALE
Q4=+0.1
;SURÉP. DE PROFONDEUR
Q5=+30
;COORD. SURFACE PIÈCE
Q6=2
;DISTANCE D'APPROCHE
Q7=+80
;HAUTEUR DE SÉCURITÉ
Q8=0.5
;RAYON D'ARRONDI
Q9=+1
;SENS DE ROTATION
X
Y
k
Q9=+1
Q8
X
Z
Q6
Q7
Q1
Q10
Q5
Remarques avant que vous ne programmiez
Le cycle 20 est actif avec DEF, c’est-à-dire qu’il est actif
dès qu’il a été défini dans le programme d’usinage.
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage. Si vous programmez Profondeur = 0, la
TNC n'exécutera pas le cycle en question.
Les données d’usinage indiquées dans le cycle 20 sont
valables pour les cycles 21 à 24.
Si vous utilisez des cycles SL dans les programmes avec
paramètres Q, vous ne devez pas utiliser les paramètres
Q1 à Q19 comme paramètres de programme.