9 din plus: outils du magasin, Changer l'outil du magasin g714 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuel d'utilisation
Page 44
44
1
.9 DIN PLUS: Outils du mag
a
sin
1.9 DIN PLUS: Outils du magasin
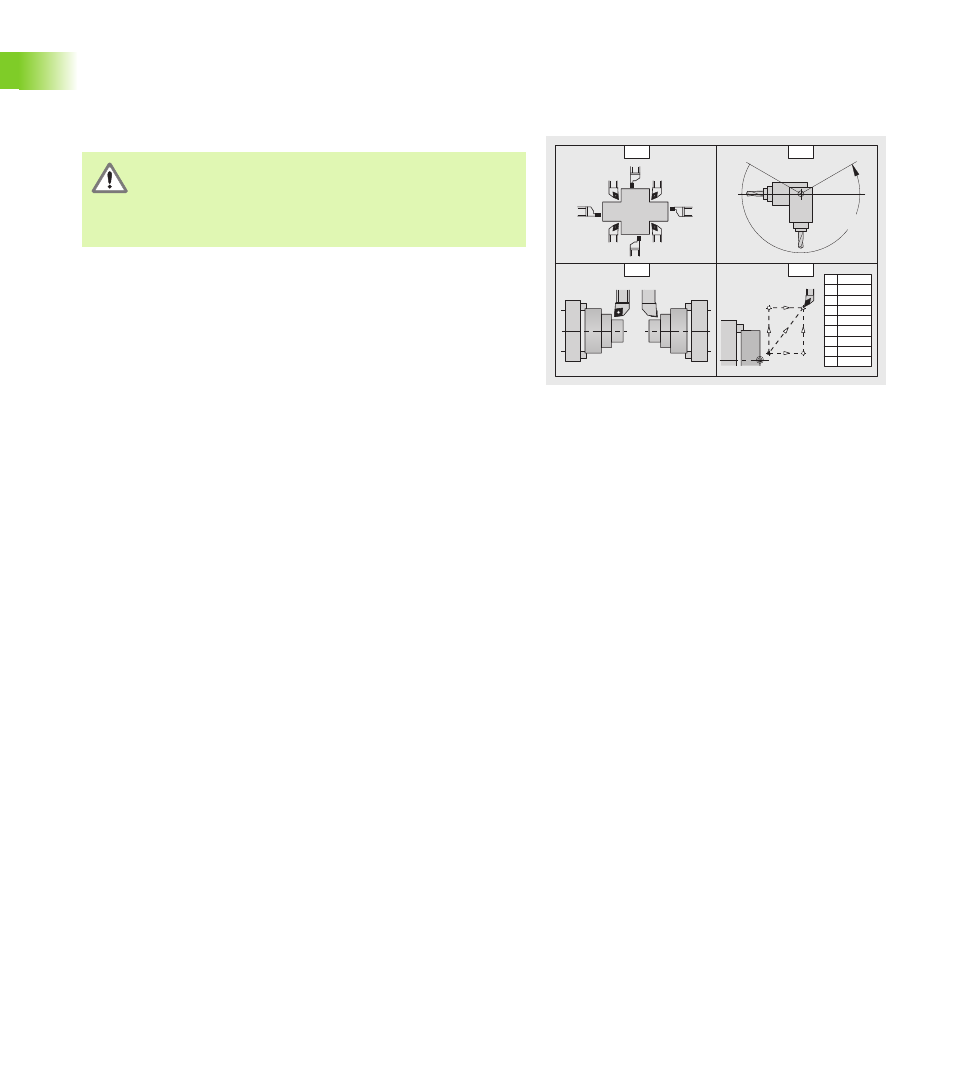
Changer l'outil du magasin G714
Le cycle G714 comporte les fonctions suivantes:
Aborder le point de changement d'outil
Replacer l'outil actif dans la magasin
Retirer du magasin l'outil programmé:
Incliner l'axe B sur l'angle programmé
Tourner l'outil sur l'„angle de position“ (sur „normal“ ou „tête en
bas“)
Calculer les données de l'outil en fonction de l'„orientation O“, de la
position de l'axe B et de l'angle de position
Activer la „correction D“ (additive) si celle-ci est programmée
Régler le frein à mâchoires tel qu'il a été programmé
C=0°
C=180°
0°
B
O=
1
3
7
5
2
4
6
8
C
B
O
V
V X+Z+Y
V0 X + Z
V1 X, Z
V2 Z, X
V3 X
V4 Z
V5 Y
V6 X+Z+Y
V9
Le cycle G714 est adapté par le constructeur de la
machine à la machine. La définition suivante des
paramètres et du processus peut diverger de la méthode
de travail de votre machine. Consultez le Manuel de la
machine.
Paramètres
ID
Numéro d'identification de l'outil dans le magasin
En appuyant sur la softkey „Continuer“, la commande affiche
la liste MAGASIN A PLATEAU. Sélectionnez l'outil désiré et
validez-le.
O
Orientation pour les outils de tournage. Position de la dent de
l'outil (cf. figure).
Positions des outils 1, 3, 5, 7: pour les outils d'ébauche, de
finition et à plaquettes rondes (les outils neutres se
reconnaissent à l'angle d'attaque)
Positions des outils 2, 4, 6, 8: Pour les outils d'usinage de
gorges et de filetage (on définit dans les données d'outils si
l'on a un outil „à droite“ ou „à gauche“)
B
Angle d'axe B. Angle, dont l'axe B doit être incliné.
C
Décalage de la position angulaire pour les outils de tournage
0°: Position d'outil „normale“
180°: Position d'outil „tête en bas“
D
Correction additive (1..16). Active la correction additive. La
correction additive est désactivée lors du changement d'outil
suivant (voir G149).