Modèle circulaire dans le plan yz g482-géo, 6 din plus: cont ours dans le plan yz – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuel d'utilisation
Page 38
38
1
.6 DIN PLUS: Cont
ours dans le plan YZ
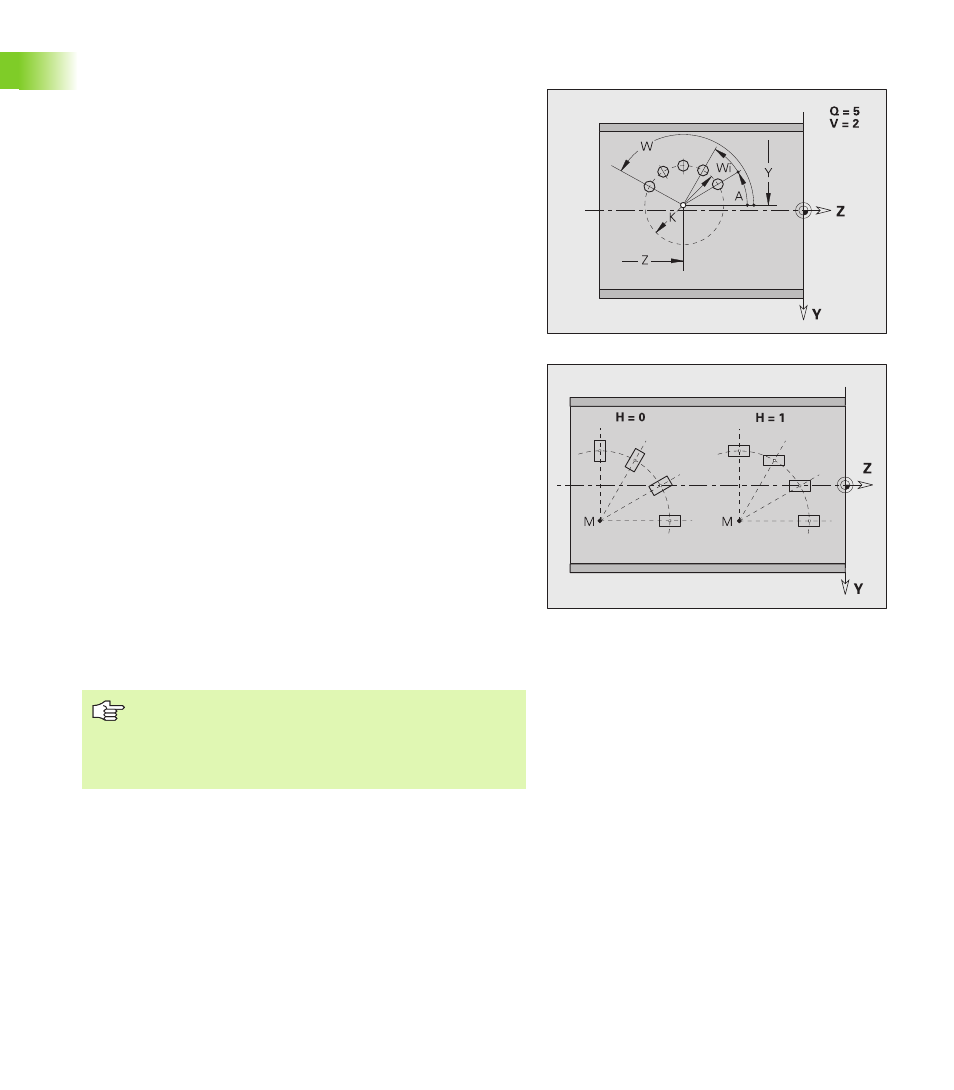
Modèle circulaire dans le plan YZ G482-Géo
G482 définit un modèle de trous circulaire dans le plan YZ. G482 agit
sur la figure définie dans la séquence suivante (G380..385, G387).
Paramètres
Q
Nombre de figures
K
Diamètre du modèle
A
Angle initial – Position de la première figure; référence: Axe Z
(par défaut: 0°)
W
Angle final – Position de la dernière figure; référence: Axe
Z (par défaut: 360°)
Wi
Angle entre deux figures
V
Sens – Orientation (par défaut: 0)
V=0, sans W: Répartition sur cercle entier
V=0, avec W: Répartition sur le plus grand arc de cercle
V=0, avec Wi: Signe de Wi détermine le sens (Wi<0: Sens
horaire)
V=1, avec W: Sens horaire
V=1, avec Wi: Sens horaire (signe de Wi sans signification)
V=2, avec W: Sens anti-horaire
V=2, avec Wi: Sens anti-horaire (signe de Wi sans
signification)
Y
Centre du modèle
Z
Centre du modèle
H
Position des figures (par défaut: 0)
H=0: Position normale; les figures sont tournées autour du
centre du cercle (rotation)
H=1: Position non standard; la position de la figure se
référant au système de coordonnées reste inchangée
(translation)
Programmez le trou/la figure dans la séquence suivante
sans centre. Exception rainure circulaire.
Le cycle de fraisage (section USINAGE) appelle le trou/
la figure dans la séquence suivante, et non pas la
définition du modèle.