Trace de contour (cycle 25) – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuel d'utilisation
Page 80
80
Cycles SL
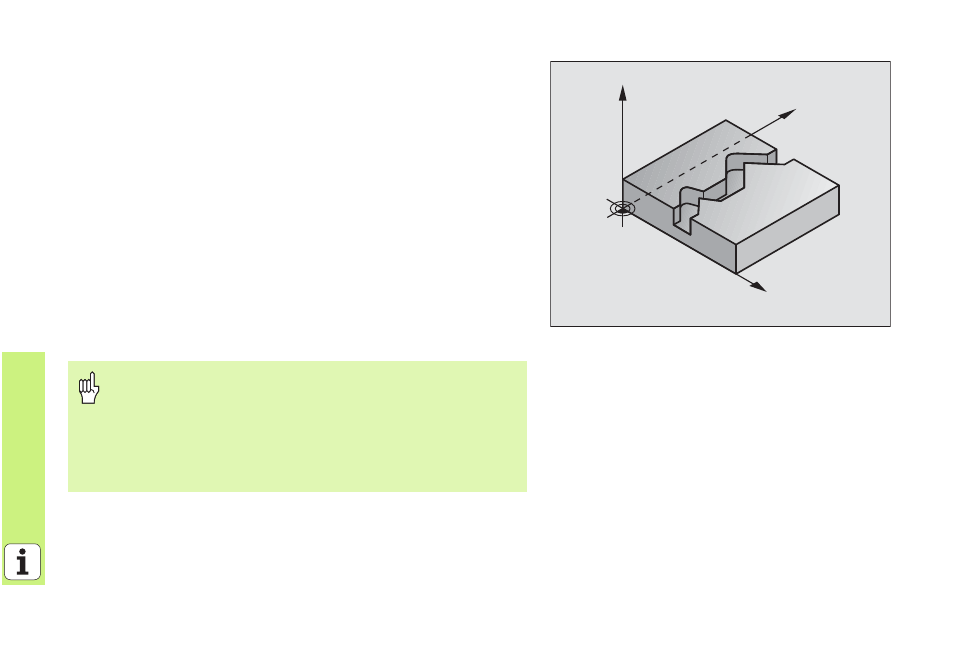
TRACE DE CONTOUR (cycle 25)
Ce cycle permet de définir les données de l'usinage d'un contour ouvert,
lui-même défini dans un sous-programme de contour.
8
CYCL DEF: Sélectionner le cycle 25 TRACE DE CONTOUR
8
Profondeur de fraisage: Q1
8
Surépaisseur de finition latérale: Q3 Surépaisseur de finition dans le
plan d'usinage
8
Coordonnée surface pièce: Q5 Coordonnée de la surface de la pièce
8
Hauteur de sécurité: Q7: Hauteur à laquelle ne peut se produire
aucune collision entre l'outil et la pièce
8
Profondeur de passe: Q10
8
Avance plongée en profondeur: Q11
8
Avance fraisage: Q12
8
Mode fraisage: Q15 Fraisage en avalant: Q15 = +1, fraisage en
opposition: Q15 = -1, pendulaire, avec plusieurs passes: Q15 = 0
Le cycle 14 CONTOUR ne peut contenir qu'un n° de label!
Le sous-programme peut contenir jusqu'à environ
2048 segments de droite!
Après l'appel du cycle, ne pas programmer de cotes
incrémentales, risque de collision.
Après l'appel du cycle, aborder une position absolue
définie.
Y
X
Z