Corrections d'outils, Corrections d’outils – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuel d'utilisation
Page 14
Advertising
14
P
rinci
pes
de
bas
e
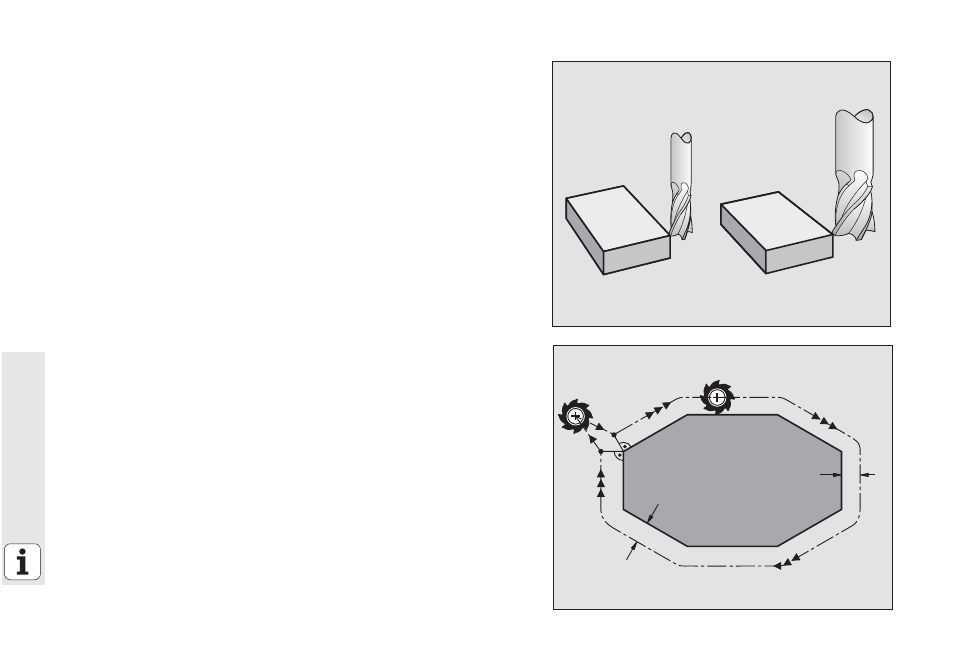
Corrections d’outils
Lors de l’usinage, la TNC tient compte de la longueur L et du rayon R de
l'outil qui a été appelé.
Correction linéaire
Début de l’effet:
8
Déplacer l'outil dans l'axe de broche
Fin de l'effet:
8
Appeler le nouvel outil ou bien l'outil de longueur L=0
Correction de rayon
Début de l’effet:
8
Déplacer l'outil dans le plan d'usinage avec RR ou RL
Fin de l'effet:
8
Programmer une séquence de positionnement avec R0
Travailler sans correction de rayon (perçage par exemple):
8
Programmer une séquence de positionnement avec R0
R
R
R0
RL
Advertising
Ce manuel est liée aux produits suivants: