Motifs de points en grille (cycle 221), 73 m o tifs de p o ints – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuel d'utilisation
Page 73
73
M
o
tifs de
p
o
ints
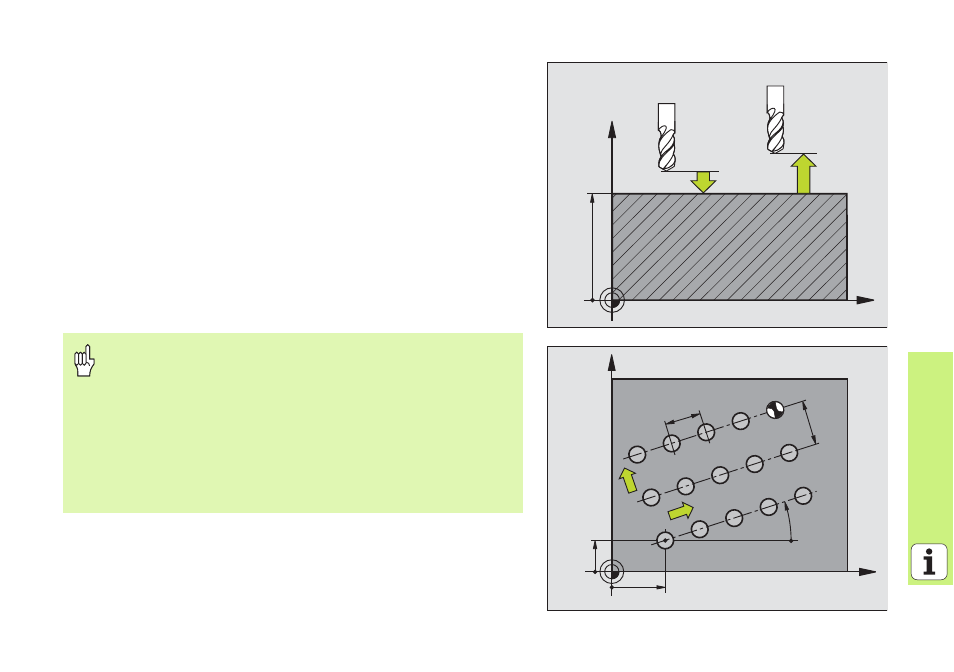
MOTIFS DE POINTS EN GRILLE (cycle 221)
8
CYCL DEF: Sélectionner le cycle 221 MOTIFS DE POINTS EN GRILLE
8
Point initial 1er axe: Q225
8
Point initial 2ème axe: Q226
8
Distance 1er axe: Q237
8
Distance 2ème axe: Q238
8
Nombre de colonnes: Q242
8
Nombre de lignes: Q243
8
Position angulaire: Q224
8
Distance d’approche: Q200
8
Coordonnée surface pièce: Q203
8
Saut de bride: Q204
8
Déplacement haut. sécu.: Q301
La TNC pré-positionne automatiquement l'outil dans l'axe d'outil et dans
le plan d'usinage.
Le cycle 221 MOTIFS DE POINTS EN GRILLE est actif dès
qu'il a été défini!
Le cycle 221 appelle automatiquement le dernier cycle
d'usinage défini!
Le cycle 221 vous permet de combiner les cycles suivants:
1, 2, 3, 4, 5, 17, 200, 201, 202, 203, 204, 205, 206, 207,
208, 209, 212, 213, 214, 215, 240, 251, 252, 253, 262, 263,
264, 265, 267
Distance d'approche, coordonnée surface pièce et saut de
bride sont toujours activés par le cycle 221!
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243