Définition avec points (plane points) – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuel d'utilisation
Page 106
106
La f
o
n
ction
PLA
N
E
(
o
ption
logiciel 1)
Définition avec points (PLANE POINTS)
8
Sélectionner FONCTIONS TNC SPECIALES
8
Sélectionner INCLINAISON PLAN D'USINAGE, PLANE POINTS
8
Coordonnée X 1er point du plan?
: Coordonnée X P1X
8
Coordonnée Y 1er point du plan?
: Coordonnée Y P1Y
8
Coordonnée Z 1er point du plan?
: Coordonnée Z P1Z
8
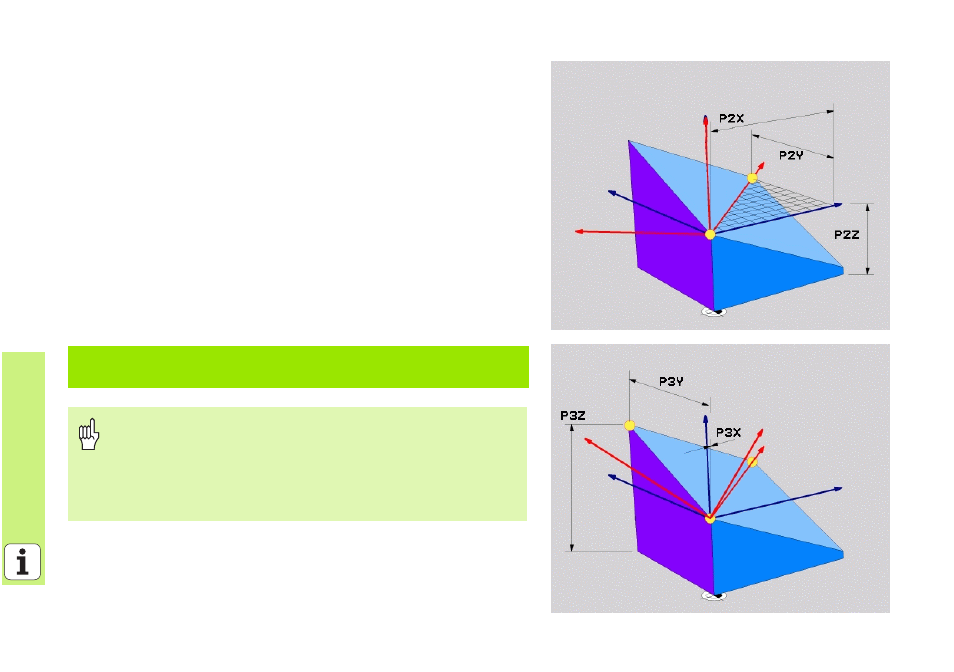
Coordonnée X 2ème point du plan?
: Coordonnée X P2X
8
Coordonnée Y 2ème point du plan?
: Coordonnée Y P2Y
8
Coordonnée Z 2ème point du plan?
: Coordonnée Z P2Z
8
Coordonnée X 3ème point du plan?
: Coordonnée X P3X
8
Coordonnée Y 3ème point du plan?
: Coordonnée Y P3Y
8
Coordonnée Z 3ème point du plan?
: Coordonnée Z P3Z
8
Poursuivre avec les propriétés de positionnement (cf. „Inclinaison
automatique (MOVE/STAY/TURN)” à la page 110)
5 POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20
P3X+0 P3Y+41 P3Z+32.5 MOVE DIST10 F500
Remarques avant que vous ne programmiez
La jonction du point 1 et du point 2 détermine le sens de l'axe
principal incliné (X avec axe d'outil Z).
Les trois points définissent l'inclinaison du plan. La position
du point zéro actif n'est pas modifiée par la TNC.