HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuel d'utilisation
Page 56
56
Cycle
s
d’
u
s
in
age
d
e
trous
et
fil
e
ts
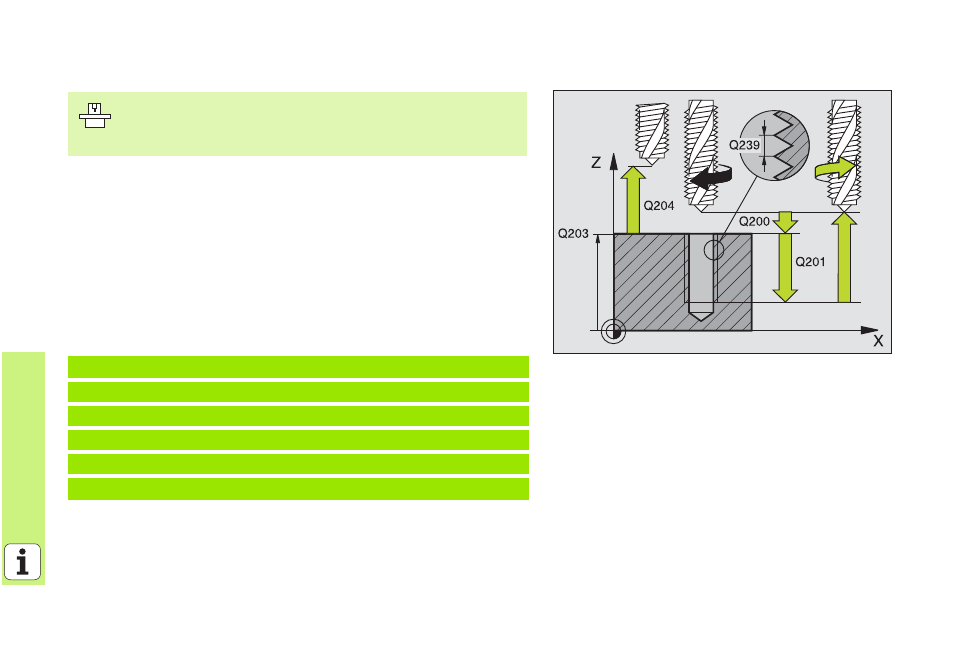
NOUVEAU TARAUDAGE RIGIDE (cycle 207) sans mandrin de compensation
8
CYCL DEF: Sélectionner le cycle 207 NOUVEAU TARAUDAGE RIGIDE
8
Distance d’approche: Q200
8
Profondeur de perçage: Longueur du filet = distance entre la surface
de la pièce et la fin du filet: Q201
8
Pas de vis: Q239
Le signe détermine le sens du filet vers la droite ou vers la gauche:
Filet à droite: +
Filet à gauche: -
8
Coordonnée surface pièce: Q203
8
Saut de bride: Q204
La machine et la TNC doivent avoir été préparées par le
constructeur de la machine pour le taraudage rigide.
L'usinage est exécuté avec l'asservissement de la broche!
26 CYCL DEF 207 NOUV. TARAUDAGE RIG.
Q200=2
;DISTANCE D’APPROCHE
Q201=-20
;PROFONDEUR
Q239=+1
;PAS DE VIS
Q203=+25
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE