Travail à l'aide des cycles – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuel d'utilisation
Page 44
44
Travai
l à l'aide des c
y
cles
Travail à l'aide des cycles
Les opérations d'usinage répétitives sont mémorisées dans la TNC sous
forme de cycles. Il en va de même pour les conversions du système de
coordonnées et certaines fonctions spéciales.
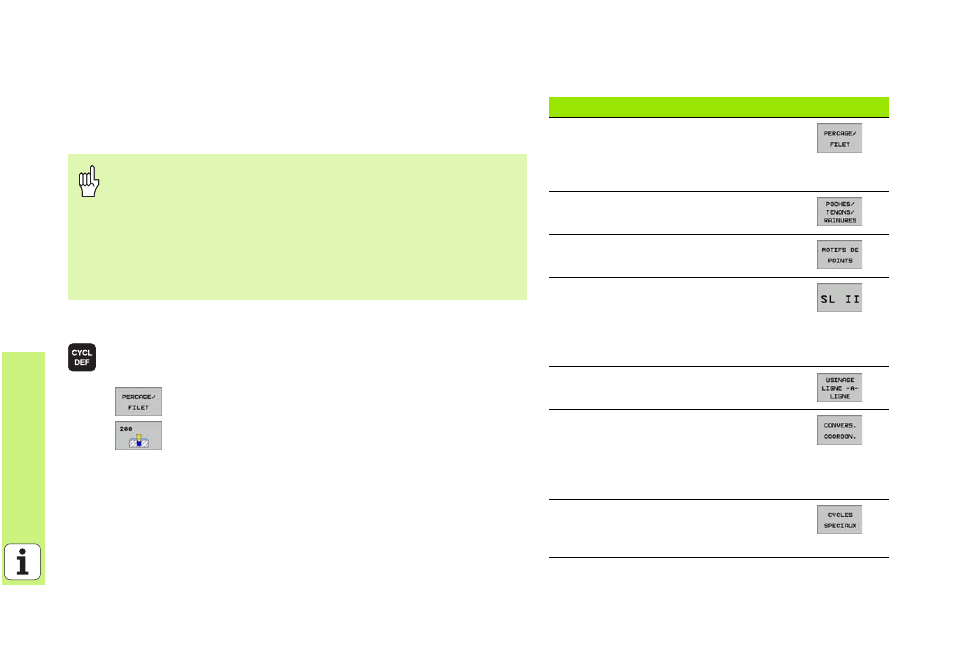
Définition des cycles
8
Sélectionner la liste des cycles:
8
Sélectionner le groupe de cycles
8
Sélectionner le cycle
Groupe de cycles
Cycles perçage profond, alésage à
l'alésoir, alésage à l'outil, contre-
perçage, taraudage, filetage et
fraisage de filets
Cycles de fraisage de poches, tenons,
rainures
Cycles d'usinage de motifs de points,
ex. cercle de trous ou surface de trous
Cycles SL (Subcontur-List) pour
l'usinage parallèle à l'axe de contours
complexes composés de plusieurs
segments de contour superposés,
interpolation du corps d'un cylindre
Cycles d’usinage ligne à ligne de
surfaces planes ou gauchies
Cycles de conversion de
coordonnées: les contours peuvent
subir un décalage du point zéro, une
rotation, être usinés en image miroir,
agrandis ou réduits
Cycles spéciaux: Temporisation,
appel de programme, orientation
broche, tolérance
Pour remédier aux erreurs d'introduction des données lors
de la définition du cycle, testez graphiquement le
programme avant de l'exécuter!
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage!
Dans tous les cycles dont le numéro est supérieur à 200,
la TNC positionne l'outil automatiquement dans l'axe
d'outil.