2 p a ra mètr es – HEIDENHAIN SW 68894x-02 Manuel d'utilisation
Page 550
550
Mode Organisation
8.2 P
a
ra
mètr
es
Les déplacements d'approche et de sortie du contour sont effectués
en avance rapide (G0).
Gorges et gorges de contour – Sélection d'outil, surépaisseurs
Entrée et sortie
Approche plongée externe [ANESA]
Approche plongée interne [ANESI]
Départ (sortie) plongée externe [ABESA]
Départ (sortie) plongée interne [ABESI]
Approche coupe de contour externe [ANKSA]
Approche coupe de contour interne [ANKSI]
Départ (sortie) coupe de contour externe [ABKSA]
Départ (sortie) coupe de contour interne [ABKSI]
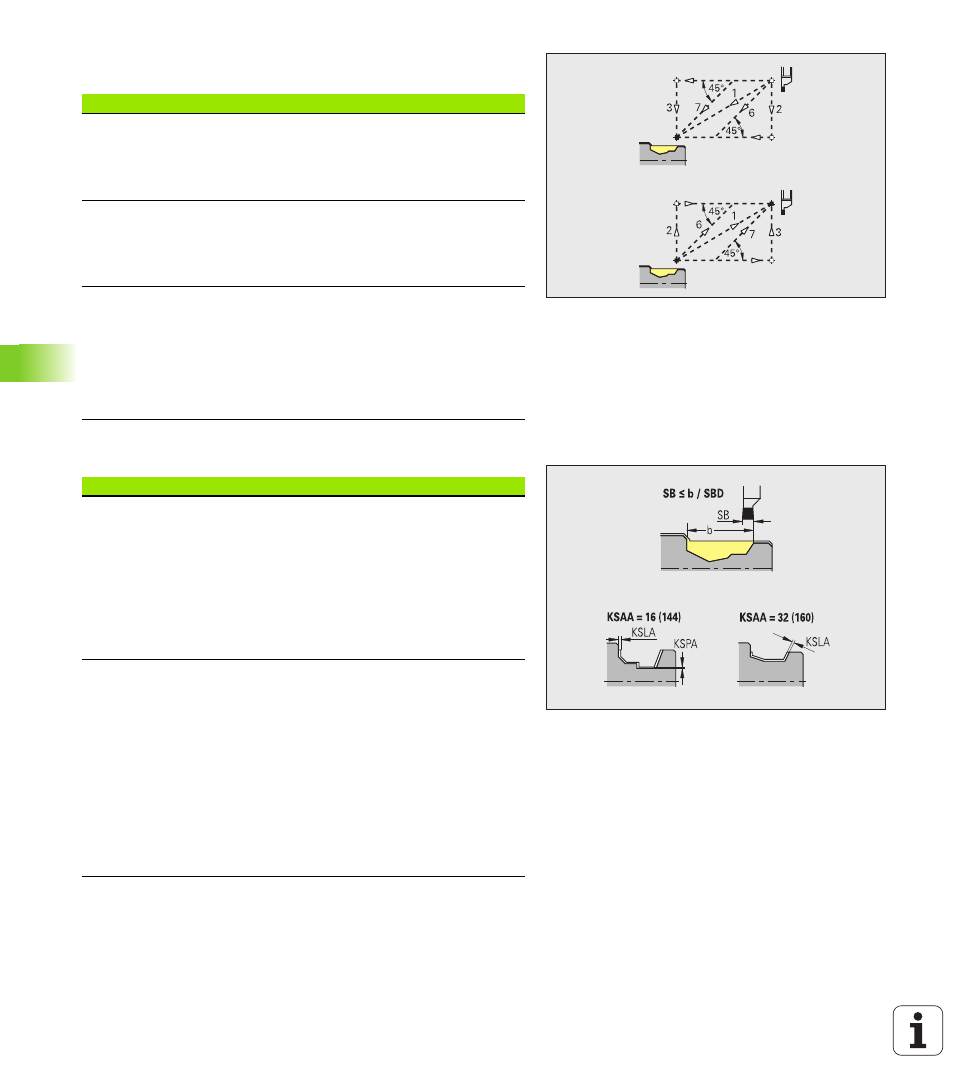
Stratégie d'approche/de sortie
1 : simultanément dans le sens X et Z
2 : sens X puis Z
3 : sens Z puis X
6 : déplacement accouplé, sens X puis Z
7 : déplacement accouplé, sens Z puis X
Sélection d'outil, surépaisseurs
Diviseur de largeur de coupe [SBD]
En mode de fonctionnement coupe de contour (gorges de
contour), s'il n'existe que des éléments linéaires mais aucun
élément paraxial au fond de la gorge, la sélection de l'outil a lieu
au moyen du „diviseur de largeur de coupe SBD“.
SB <= b / SBD
(SB : largeur de l'outil pour gorges, b : largeur de la zone
d'usinage)
Type de surépaisseur [KSAA]
Des surépaisseurs peuvent être ajoutées à la zone de coupe à
usiner. Si des surépaisseurs ont été définies, la zone est
réalisée d'abord avec un pré-usinage, puis avec une deuxième
opération de finition. Données d'introduction:
16: Surépaisseurs longitudinale/transversale différentes –
pas de surépaisseurs isolées
144: Surépaisseurs longitudinale/transversale différentes –
avec surépaisseurs isolées
32: Surépaisseur équidistante – pas de surépaisseurs isolées
160: Surépaisseur équidistante – avec surépaisseurs isolées