5 cycles de gorges, 5 cy cles de g or g es 4.5 cycles de gorges – HEIDENHAIN SW 68894x-02 Manuel d'utilisation
Page 202
202
Mode Teach-in
4.5 Cy
cles de g
or
g
es
4.5
Cycles de gorges
Sens d'usinage et de prise de passe pour les
cycles de gorges
La CNC PILOT calcule le sens d'usinage et de la prise de passe à l'aide
des paramètres de cycle. Sont déterminants :
Mode normal :
paramètres point de départ X, Z (mode Manuel
„position actuelles de l'outil“) et début X1/fin de contour Z2
Mode Etendu :
paramètres premier point du contour X1, Z1 et point
final du contour X2, Z2
Cycles ICP :
paramètres point de départ X, Z (mode Manuel
„position actuelles de l'outil“) et „premier point du contour ICP“
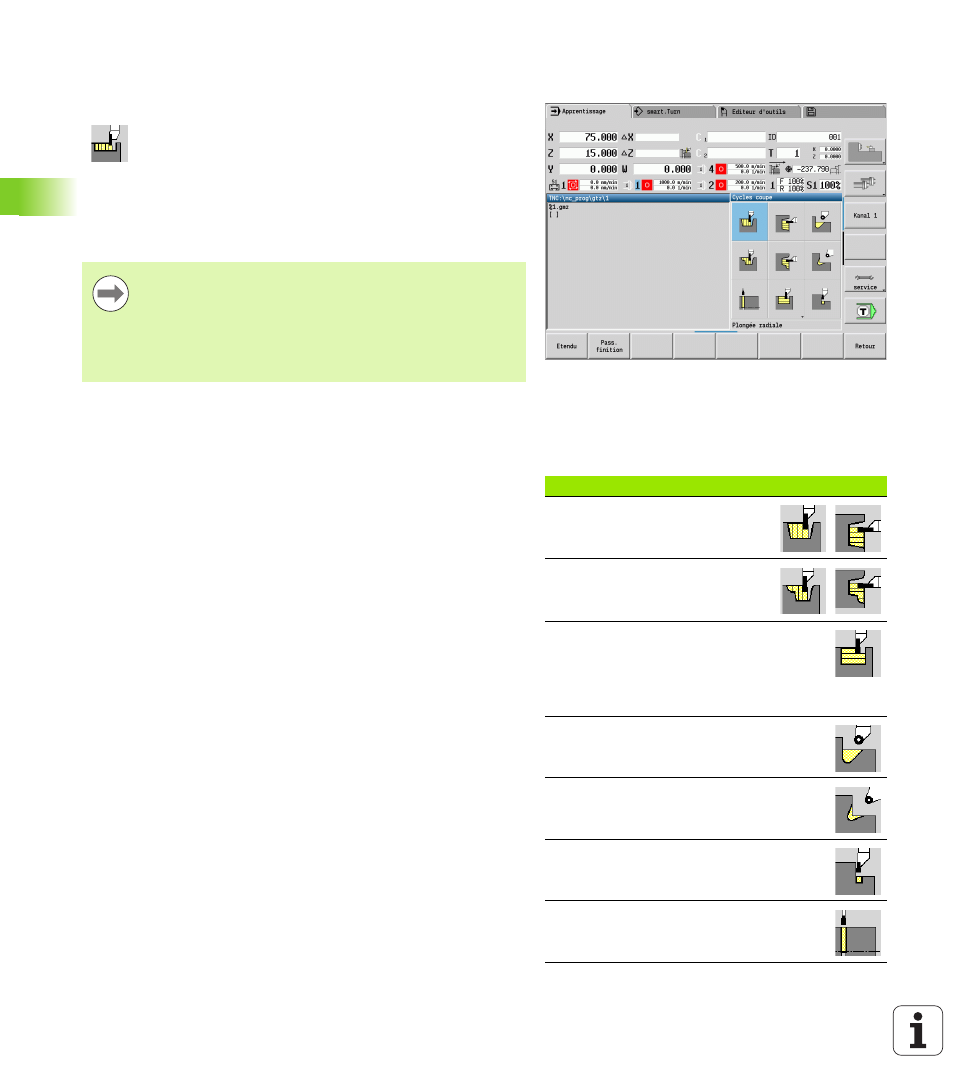
Le groupe des cycles de gorges comprend les cycles
d'usinage et de tournage de gorges, de dégagements et
de tronçonnage. Usinez les contours simples en mode
Normal
et les contours complexes en mode Etendu.
Les cycles de gorges ICP permettent d'usiner n'importe
quels contours programmés avec ICP (voir “Contours
Répartition des passes
: la CNC PILOT calcule une
largeur de plongée constante <= à P.
Les surépaisseurs
sont prises en compte en „mode
Etendu“
La Correction du rayon de la dent est appliquée
(exception le „dégagement de forme K“).
Cycles de gorges
Symbole
Gorges radiales/axiales
Cycles de gorges et de finition pour
contours simples
Gorges radiales/axiales ICP
Cycles de gorges et de finition pour
contours quelconques
Tournage de gorges radiales/
axiales
Cycles de tournage de gorges et de
finition de contours simples et
quelconques
Dégagement H
Dégagement „forme H“
Dégagement K
Dégagement „forme K“
Dégagement U
Dégagement „forme U“
Tronçonnage
Cycle de tronçonnage de pièce