Exemples de cycles de perçage, 7 cy cles de perçag e – HEIDENHAIN SW 68894x-02 Manuel d'utilisation
Page 305
HEIDENHAIN CNC PILOT 640
305
4.7 Cy
cles de perçag
e
Exemples de cycles de perçage
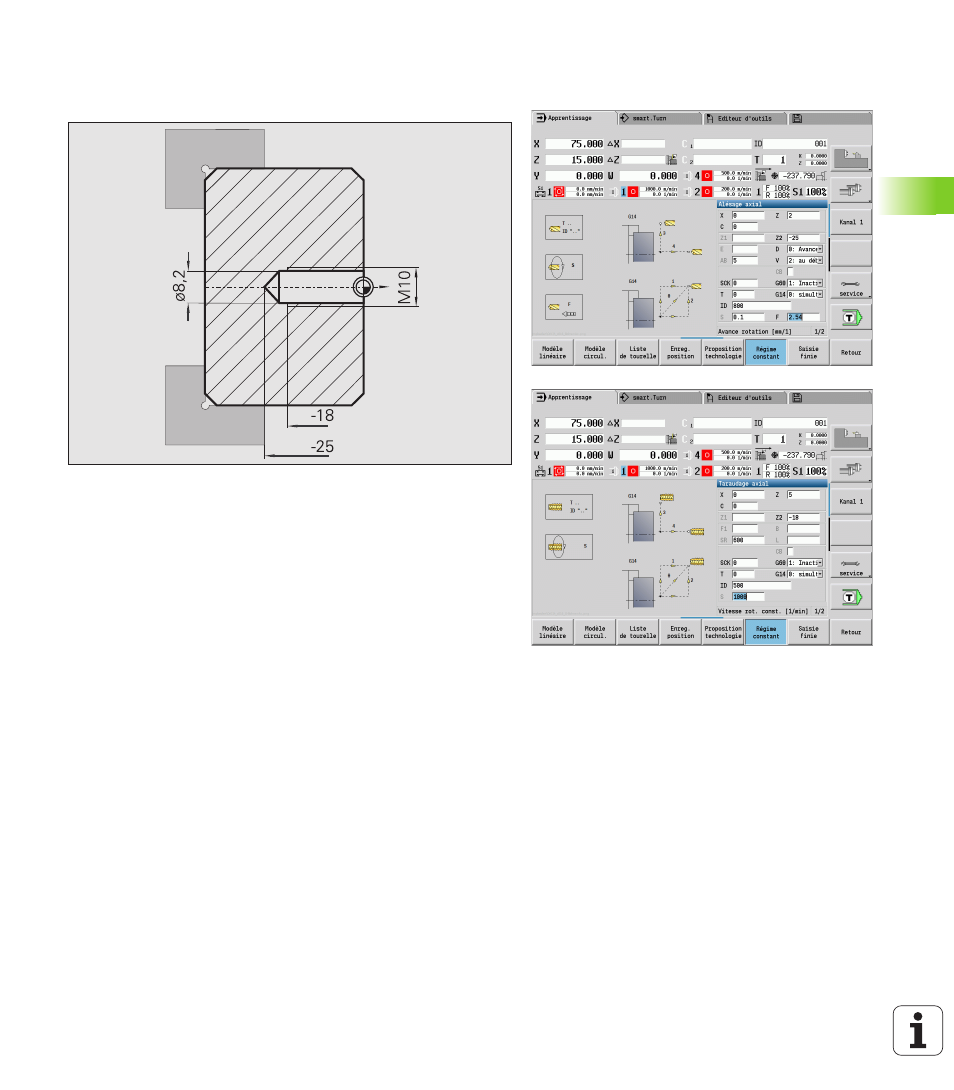
Perçage au centre et taraudage
L'usinage est exécuté en deux étapes. Le perçage axial exécute le
perçage et le taraudage axial exécute le taraudage.
Le foret est positionné à la distance de sécurité devant la pièce (point
de départ X, Z
). De ce fait, on ne programme pas le point initial
du perçage Z1
. Pour le pointage, une réduction d'avance est
programmée dans les paramètres „AB“ et „V“.
Le pas de filetage n'est pas programmé. La CNC PILOT utilise le pas
du filet de l'outil. La vitesse de rotation de retrait SR permet
d'obtenir un retrait rapide de l'outil.
Données d'outil (foret)
WO = 8 – Orientation d'outil
I = 8,2 – Diamètre de perçage
B = 118 – Angle de pointe
H = 0 – L'outil n'est pas un outil tournant
Données d'outil (taraud)
WO = 8 – Orientation d'outil
I = 10 – Diamètre du taraudage M10
F = 1,5 – Pas du filet
H = 0 – L'outil n'est pas un outil tournant