Point de départ du contour, plan yz, Droite verticale, plan yz, 15 cont ours dans le plan yz – HEIDENHAIN SW 68894x-02 Manuel d'utilisation
Page 457
HEIDENHAIN CNC PILOT 640
457
5.15 Cont
ours dans le plan YZ
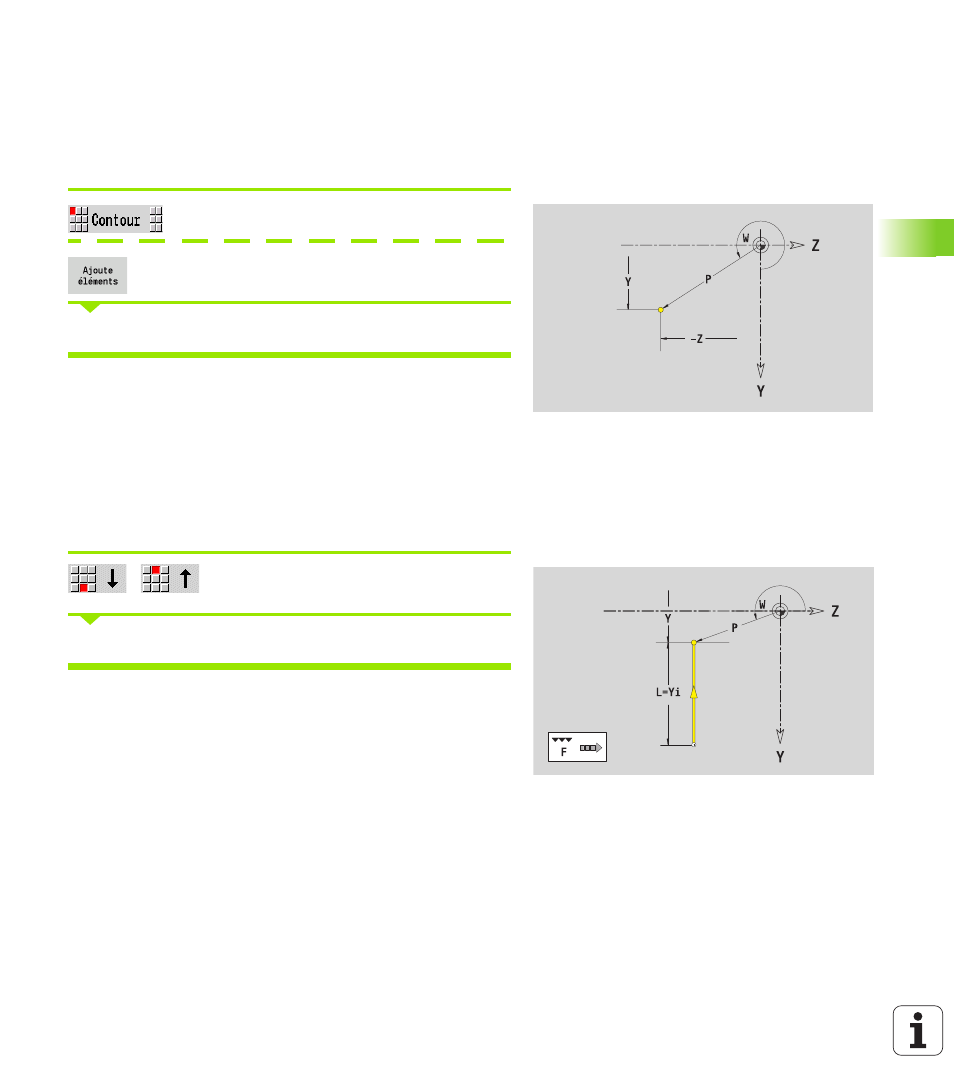
Point de départ du contour, plan YZ
Vous introduisez les coordonnées du point de départ et du point
d'arrivée dans le premier élément du contour de tournage.
L'introduction du point de départ n'est possible que dans le premier
élément du contour. Dans les éléments de contour suivants, le point
de départ est calculé à partir de l'élément de contour précédent.
Appuyer sur la touche de menu Contour.
Appuyer sur la softkey Ajoute élément.
Définir le point de départ
ICP génère un G180 dans smart.Turn.
Droite verticale, plan YZ
Sélectionner la direction de la droite.
Coter la droite et définir la transition avec l'élément de contour suivant.
ICP génère G181 dans smart.Turn.
Paramètres pour définir le point de départ
YS, ZS
Point de départ du contour
W
Point de départ du contour, polaire (angle)
P
Point de départ du contour, polaire (rayon)
Paramètres
Y
Point d'arrivée
Yi
Point d'arrivée en incrémental (distance départ – arrivée)
W
Point d'arrivée, polaire – angle
P
Point d'arrivée, polaire
L
Longueur droite
F : voir attributs d'usinage Page 367