Multi-Contact MA200 Manuel d'utilisation
Page 8
Advanced Contact Technology
8 / 16
www.multi-contact.com
22
23
24
25
Montage du manchon
thermorétractabl e
Assembly of form shroud
Pour l’utilisation d’un boitier voir
pages 9/16.
When using the end housing, see
page 9/16.
(ill. 22-23)
Ces manchons sont thermorétracta-
bles et pré-encollées� Frotter la gaine
du câble et le corps isolant avec de la
toile émeri de granulation 80-100�
(ill. 22-23)
The form shrouds are coated inside
with an adhesive and shrink when
heated� Roughen cable sheating and
insulator with emery cloth 80-100 grit�
Conseil:
Avant de frotter, chauffer la gaine
du câble avec le générateur d’air
chaud (10-15 s à 400 °C).
Recommendation:
Prior to roughening, heat cable
sheathing with a hot-air blower (10-
15 s at 400 °C).
Nettoyer les zones de collage rugueu-
ses (par ex� MEK, acétone etc�)�
Nettoyer légèrement l‘intérieur des
manchons s’ils sont restés déballés un
certain temps�
Enfiler le manchon thermorétractable
sur le câble. Insérer à la main, par la
face arrière du support isolant (côté
raccordement), les contacts dans
leur logement respectif� Pousser le
manchon, la bordure renforcée étant
orientée vers l‘avant, dans la rainure
du corps isolant puis rétreindre à
l‘aide d‘un générateur d‘air chaud
(2500 W min.) manipulé dans le sens
connecteur-câble�
Clean roughened bonding surfaces
(e.g. with MEK, acetone, etc.). If form
shroud has been stored unpacked for
a long time, clean internally�
Place unshrunken form shroud on the
cable. Insert contacts by hand into the
contact holes of the insulator from the
connecting side (larger hole diameter)�
Slip form shroud with the reinforced
edge in front over insulator groove
and shrink by using the hot-air blower
(min. 2500 W), working from plug
side to cable�
(ill. 24)
Remarque:
Veiller à chauffer le pourtour du
manchon thermorétractable aussi
uniformément que possible. Essuyer
l’éventuel excès de colle. Avant toute
autre manipulation, laisser refroidir
complètement le manchon thermoré-
tractable et le connecteur. Les câbles
en PVC sont plus difficiles à coller
que les câbles en PUR.
Les isolants TSS150/...-UR et
TSB150/... doivent être protégés
contre une éventuelle surchauffe lors
du montage du manchon thermoré-
tractable..
(ill. 24)
Note:
Be sure to heat the circumference
of the form shrouds as evenly as
possible. If adhesive emerges, wipe it
off. Allow form shrouds and connec-
tor to cool down completely before
handling further. PUR conductors are
easier to bond than PVC conductors.
Both TSS150/...-UR and TSB150/...-
UR are to be protected from over-
heating during the shrinking of the
WST... shroud.
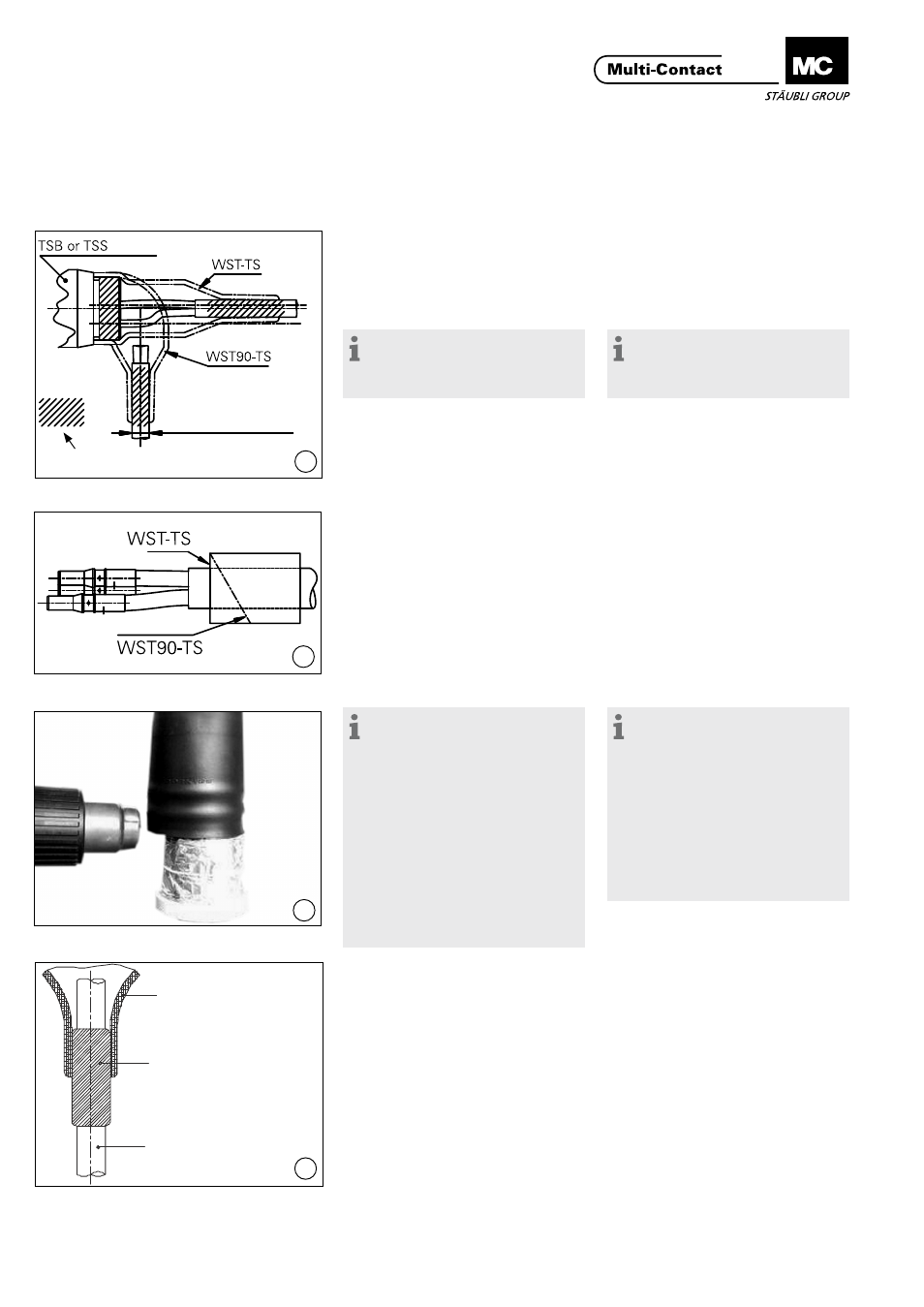
(ill. 25)
Pour les câbles soumis à de fortes
contraintes de traction ou difficiles à
coller il est recommandé de rétreindre
au préalable sur câble une gaine
thermorétractable ordinaire, intérieu-
rement pré-encollée� Préparation des
surfaces de collage comme décrit
précédemment�
L‘aptitude au collage des câbles
s uivants a été testée:
(ill. 25)
In the case of high pulling loads or
conductors with poor bonding char-
acteristics, it is advisable to shrink an
ordinary shrink sleeve coated inside
with adhesive on to the cable sheath�
Prepare bonding surfaces as directed
above�
The following conductors have been
tested and found suitable for bonding:
Câble
Conductor
Zone de collage
Bonding surface
Gaine rétractable
Shrink sleeve
Pièce de forme
Moulded part
Câble
Conductor